Свойства анодированного алюминия
Содержание:
- Технология анодирования
- Материалы для анодирования
- Что такое гальваника?
- Титан и его сплавы.
- Покраска алюминия анилиновыми красителями
- Нержавеющая сталь.
- Чугун.
- Достоинства и недостатки гальваники. Сравнение с горячим методом.
- Общие сведения о технологии анодирования
- Особенности анодированных
- Цели гальваники.
- Холодная технология
- Анодирование в сернокислом электролите
Технология анодирования
На сегодняшний день наибольшее распространение получил процесс сернокислого анодирования алюминия. Его суть в следующем:
- Деталь и катод, изготовленный из свинца, помещаются для очистки от примесей и масел в ванну с электролитом – серной кислотой H2 SO4. Показатели физических величин: плотность раствора – 1 200-1 300 г/л; плотность тока в процессе анодирования – 10-50 мА/см²; напряжение источника – 50-100 В.; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).
- Производится окончательная промывка в растворе каустика.
- На поверхности детали из алюминия создаётся тончайший оксидный слой.
Скорость роста анодного слоя на поверхности металла неравномерна и очень невысока. Оптимальное количество окрашенного окисла наносится по достижении плотности тока 1,5-1,6 А/дм². При меньших показателях слой получается практически бесцветным. Большие значения катодной плотности (отношения размера катода к величине обрабатываемой поверхности) вызывают затруднения при обработке массивных деталей – появление прогаров и растравливание. Оптимальная площадь катода – х2 по отношению к размеру обрабатываемой детали.
Также очень важно контролировать зажим и электрический контакт детали с подвеской. Кроме серной кислоты в качестве электролита при анодировании могут использоваться другие вещества и соединения:
Кроме серной кислоты в качестве электролита при анодировании могут использоваться другие вещества и соединения:
- щавелевая кислота;
- органические соединения и смеси;
- ортофосфорная кислота.
- хромовый ангидрид.
Технология процесса при этом не изменяется. Конечной целью при выборе электролитической среды является получение слоя с определёнными физическими характеристиками перед повторным окрашиванием.
Материалы для анодирования
Сегодня для анодирования используются различные металлические материалы.В настоящее время выделяются такие виды анодирования в зависимости от используемых материалов, как:
Анодирование алюминия
Данный процесс сегодня встречается чаще всего. Он заключается в покрытии оксидной пленкой алюминиевого материала. Алюминий в процессе опускается в кислую среду, и к нему проводится положительный плюс источника тока. В результате на материале появляется тонкая оксидная пленка.
Анодирование титана
Всем известно, что титан относится к категории металлов, которые нашли широкое применение в промышленности, но они обладают низким уровнем износостойкости. Для придания ему прочности и устойчивости к разным условиям окружающей среды применяется процедура анодирования. При этом вся анодная обработка металла осуществляется в кислой среде при температуре от 40 до 50 градусов Цельсия.
Анодирование стали
Анодирование стали является сложным процессом. Для этого используется либо щелочная среда, либо кислая. В результате образуется оксидная пленка, которая придает высокий уровень прочности.
Анодирование меди
Медь является достаточно гибким видом металла. Для придания ей прочности используются различные методы. Одним из них является анодирование. Благодаря помещению медного материала в кислую среду, на поверхности образуется плотная пленка оксида, которая придает материалу большое количество полезных характеристик.
Таблица. Таблица совместимости металлов и сплавов
| Материал | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Оловянно-свинцовый сплав (припой ПОС) | Сталь нелегиро-ванная (углеро-дистая) / чугун | Хром | Цинк |
| Алюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Бронза | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Дюралюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Латунь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Медь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Никель | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Совм | нет данных | Совм |
| Олово | Не совм | Пайка | Не совм | Пайка | Пайка | II | Совм | Совм | Совм | нет данных | Совм |
| Оловянно-свинцовый сплав (припой ПОС) | Не совм | Пайка | Не совм | Пайка | Пайка | Пайка | Совм | Совм | Совм | нет данных | Совм |
| Сталь нелегированная (углеродистая)/ чугун | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
| Хром | Не совм | Совм | Не совм | Совм | Совм | нет данных | нет данных | нет данных | Совм | Совм | Совм |
| Цинк | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
Что такое гальваника?
Гальваника – раздел в науке «Электрохимия», изучающий процессы осаждения металла или оксида на поверхности изделий для придания им новых функциональных свойств или улучшения внешнего вида. Проще говоря, гальваника — это нанесение на металлические изделия защитной металлической пленки.
Как происходят процессы в гальванике?
В специальную ванну наливают раствор (далее — электролит) и помещают изделие, на которое необходимо нанести покрытие. В этот же раствор помещают «аноды» (куски металла, служащие «донором» для покрытия).
К анодам и изделию прикрепляют трансформатор тока (выпрямитель), аноды цепляют на «+», изделие (катод) на «-». Подается электрический ток. Анод потихоньку растворяется в растворе, а затем осаждается на изделии, тем самым образовывая покрытие.
Иногда заказчик задают вопросы «Вы можете сделать гальванику?». Говорить только «Сделать гальванику», понимая под этим какое-то конкретное покрытие, нельзя. Гальваническим способом осаждается более 30 видов металлов и оксидов, поэтому всегда нужно уточнять, какое именно покрытие требуется. Гальваника — это метод, а, например, гальваническое цинкование — это уже конкретное покрытие.
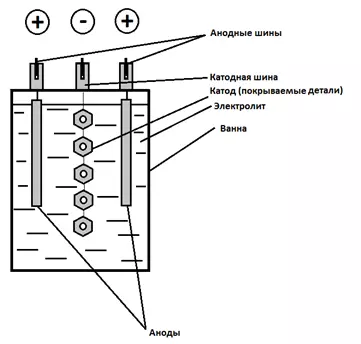
Рисунок 1 — Принципиальная схема электролизера в гальванике.
Эта технология используется на нашем научно-производственном предприятии Электрохимия. Работаем в области гальваники более 7 лет. Мы оказываем услуги по нанесению гальванических и химических покрытий промышленным предпрятиям электронной, авиационной и машиностроительной отрасли. Имеем опыт работ в рамках Гособоронзаказа.
Титан и его сплавы.

Титан — важнейший конструкционный материал, обладающий целым рядом уникальных свойств. Титан легок, что обуславливается его малой плотностью (4540 кг/м3). Он легче железа почти в 2 раза, хотя и уступает по этому показателю во столько же раз алюминию. Наряду с легкостью титан высокопрочен. Уникальной является способность титана к пассивации и, как следствие, его исключительная коррозионная стойкость. Промышленные газы, соленая вода и окислители не причиняют титану никакого вреда. Однако, при всех положительных качествах титан дорог, прихотлив в обработке и формовке, имеет высокий коэффициент трения. Пайка и сварка титана сложна и трудоемка. Он в 24 раза хуже проводит электричество, чем медь, в 16 раз хуже, чем алюминий и в 4 раза хуже, чем сталь. Титан уступает по теплопроводности алюминию почти в 15 раз, стали — в 5. По температуропроводности титан хуже алюминия также в 15 раз, стали — в 3,5 раза. При высокой температуре титан активно взаимодействует с кислородом, азотом, углеродом, галогенами (хлором, бромом, йодом, фтором), а также серой. Уже при комнатной температуре титан нестоек в щелочах и перекиси водорода.
Нанесение защитно-декоративных гальванических покрытий на титан позволяет улучшить многие его свойства и нивелировать недостатки. Хромирование титана увеличивает его износостойкость и термостойкость. Для повышения электропроводимости и паяемости титана применяется оловянирование (олово-висмут), меднение и серебрение. Антифрикционные свойства улучшаются при покрытии олово-свинцом и свинцом. Никель и сплав никель-фосфор (химникель) защищает титан от воздействия щелочей при любых концентрациях и температурах. Внешний вид титана улучшается за счет блестящих хромовых, никелевых и олово-висмутовых покрытий. Для декоративной отделки титана часто применяется анодное оксидирование. При этом, в отличие от бесцветных полупрозрачных оксидов на алюминии, на титане образуется окрашенная пленка. Цвет ее зависит от приложенного на деталь напряжения, которое может доходить до 120 В. Анодированием можно окрашивать титан в светло-зеленый, темно-серый, голубой, черный, золотистый и иные цвета.
Нанесение металлических покрытий на титан требует большого опыта и сопряжено со значительными трудностями. Благодаря способности почти мгновенно пассивироваться титан всегда имеет на своей поверхности слой оксидов, который резко ухудшает адгезию покрытий. Кроме этого, в титан легко диффундирует водород при подготовке поверхности. Скапливаясь на границе основа/покрытие он также будет вызывать отслоения и ухудшать физико-механические свойства детали.
Покраска алюминия анилиновыми красителями
Анодированные таким способом алюминиевые детали покрываем бесцветным лаком или окрашиваем в нужный цвет. Для покраски можно использовать органические или неорганические красители. Часто используют анилиновые красители. Раствор красителя содержит 15 г/л красителя, 1 мл/л уксусной кислоты. Деталь погружают в раствор, предварительно нагретый до 70-80С и выдерживают 10-15 минут. Чем больше время выдержки, тем более интенсивный оттенок и насыщенный цвет получит деталь. Затем деталь сушат и покрывают бесцветным лаком.
В промышленных условиях для окрашивания деталей из алюминия применяют цветное анодирование, при котором применяются специальные электролиты с добавками солей никеля, кобальта или олова. Такие электролиты позволяют получать широкую гамму цветов и оттенков – от светло бронзового до черного. В домашних условиях, анодирование по описанной выше несложной схеме и использование недорогих красителей позволяет добиться высоких декоративных качеств алюминиевой детали и обеспечить ее защиту от внешнего воздействия.
|
Нержавеющая сталь.

Нержавеющая сталь — сплав железа с углеродом, преимущественно легированный большим количеством хрома и никеля. Из названия этого конструкционного материала понятно, что он находит основное применение в средах, вызывающих активную коррозию обычной стали. Так, нержавейка устойчива в промышленной атмосфере и воде, хорошо сопротивляется воздействию серной кислоты. В тоже время нержавеющая сталь плохо паяется, обладает достаточно низким коэффициентом трения, слабо проводит электрический ток, боится щелочей (в отличие от углеродистой стали) из-за присутствия в ней хрома. Однако все эти недостатки эффективно устраняются гальваническими покрытиями.
Трудность покрытия нержавейки связана с наличием на поверхности деталей тончайшей прочной пассивной пленки из оксидов хрома и никеля, не позволяющей покрытию хорошо сцепиться с основой после обычной технологии подготовки. Эта пленка легко стравливается, но почти мгновенно образуется вновь на воздухе. Поэтому для гальванопокрытия нержавеющей стали применяются более сложные, чем при обработке обычной стали, методы.
Применяя такие методы нержавеющую сталь можно хромировать, лудить, никелировать, меднить и т.д. Никель применяют для усиления блеска сложнопрофильной поверхности вместо механической или электрохимической полировки. Также благодаря никелю детали из нержавейки полностью защищаются от воздействия щелочей. Хром повышает износо- и термостойкость. Для защиты от появления коррозионно-активной гальванопары при сопряжении с алюминием применяется сплав олово-висмут. Медь придает искрозащитные свойства, облегчает свинчиваемость, защищает от задиров и повышает электропроводность. Черное цинковое покрытие является декоративным. Общую коррозионную стойкость нержавеющей стали можно повысить путем химической пассивации.
Преимущества:
• Высокая атмосферная коррозионная стойкость;
• Устойчивость в смеси крепких кислот, содержащих несколько процентов HNO3, но в отсутствии HCl и HF;• Устойчивость при температуре 300° С в H2O, HNO3 и органических кислотах;• Приемлемая свариваемость.
Недостатки:• Высокая стоимость;• Повышенная хрупкость в зонах сварных швов.
Чугун.

Чугун — сплав железа с большим количеством углерода (не менее 2,14%). Углерод придаёт твёрдость, но снижает пластичность. В зависимости от формы графита и количества цементита, различают белые, серые, ковкие и высокопрочные сорта чугуна. Как правило, из чугуна производят изделия методом литья. Трудность в покрытии чугуна заключается в наличии литейной корки, при повреждении которой качественное покрытие получить не удается. Кроме этого, за счет высокой науглероженности чугуна, при травлении на его поверхности выступает много карбидов железа в виде порошка, усложняющих получение прочно сцепленного покрытия. Оцинковка чугуна из щелочных растворов затруднена преимущественным выделением водорода, а не цинка.
Достоинства и недостатки гальваники. Сравнение с горячим методом.
Как мы уже знаем, металл на поверхность можно наносить разными способами. Например, самый распространенный — горячий метод. Это когда изделие погружают в огромный бассейн расплавленного металла. Сравним его с гальваникой.
Достоинства гальваники:
1)Можно максимально точно задавать толщину покрытия (точность до 1 мкм). В то время как у горячего метода толщина 200-400 мкм
Это особенно важно для высокоточных изделий. Будет неприятно, если из-за толстого покрытия Ваше изделие не пройдет в сборку по допускам
2)Множество покрытий. Гальванически можно нанести более 40 различных металлов, горячим методом не более 10.
3)Настройка процесса. В гальванике можно корректировать расвтор для получения покрытия с разными свойствами (например, блестящее или матовое хромирование).
4)Равномерность покрытия. Часто в изделиях с большим количеством внутренних полостей горячим методом невозможно достичь равномерную прокрываемость полостей, иногда полости остаются без покрытия вообще. В гальванике все равномерно.
Недостатки гальваники:
1)Низкая производительность. Относительно горячего метода, которым можно покрывать сотни тонн изделий в сутки. Гальванику дольше настраивают.
2)Высокая цена. Исходя из низкой производительности. Гальваника всегда дороже горячего метода, просто потому что требования к покрытию выше.
3)Требования к техническому заданию. Если Вы хотите качественное нанесение покрытия – максимально подробно опишите требования. Если не знать, что ты хочешь – получишь точно не то.
4)Редко подходит для особо-крупных изделий. Если у изделия большая площадь – на покрытие потребуется огромное количество тока. Мало предприятий в России имеют такие производственные мощности.
Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа. Вначале наносится бесцветная пленка электролитическим способом, а затем заготовку помещают солевой раствор кислот. В зависимости от кислоты цвет может быть от бледной латуни до насыщенного черного. Черный алюминий широко используется в строительстве и отделке.
Особенности анодированных
Данная процедура широко применяется в промышленных масштабах, кроме того, осуществить самостоятельное оксидирование стали, алюминия или меди можно и в домашних условиях. Последний вариант будет отличаться от профессионального процесса, однако он удобен для обработки небольших деталей.

Изделия, которые на своей поверхности имеют образовавшуюся после анодирования пленку, обладают следующими характеристиками:
- повышенная устойчивость к коррозии;
- увеличивается прочность таких материалов как сталь и алюминий;
- изделие становится нетоксичным;
- отсутствие возможности проведения тока;
- подготовленная поверхность подходит под дальнейшую обработку с помощью гальванического покрытия.
Процедура анодирования металла применяется для производства посуды – обработанные таким методом изделия не пригорают на плите и безопасны для приготовления пищи. Материалы с оксидной пленкой используют при изготовлении некоторых инструментов, строительных материалов, светотехнических приборов, предметов домашнего обихода. Кроме того, обработке подвергаются изделия из серебра.

Обработанные анодированием поверхности инструментов и приспособлений не растрескиваются при эксплуатации, сохраняя первозданный вид на долгий срок. Кроме того, плоскость становится более крепкой, что позволяет ей выдерживать повышенные нагрузки и механическое воздействие.
Цели гальваники.
Главная цель — получение нужных свойств у изделия. Например, защита от коррозии. Представьте, что на огромной фабрике заржавел и сломался механизм основного двигателя и все процессы остановились. Это миллионы рублей потерь в день. Гораздо проще гальванически защитить от ржавчины все детали механизма и не допускать подобного.
Иногда вместо того, чтобы изготовить изделие полностью из дорогого металла, экономнее выполнить его из дешевого и покрыть гальваникой. Например, таким образом изготавливают медали для чемпионатов, делают из латуни, покрывают золотом, серебром и бронзой.
Далее приведем основные металлы, наносимые в гальванике, и укажем, какие свойства они обеспечивают для изделия:
Цинк (защита от коррозии, улучшение внешнего вида)
Олово (защита от коррозии, улучшение электропроводности, улучшение паяемости, улучшение свинчиваемости резьбовых соединений)
Никель (защита от коррозии, увеличение твердости, увеличение износостойкости, улучшение электропроводности, улучшение паяемости, улучшение внешнего вида)
Медь (применяется как мягкий подслой под другие покрытия, улучшение свинчиваемости, улучшение тепло- и электропроводности)
Хром (защита от коррозии, увеличение твердости, увеличение износостойкости)
Серебро (улучшение электропроводности, улучшение паяемости, улучшение внешнего вида)
Свинец (антифрикционные свойства, улучшение паяемости, защита от кислот)
Кадмий (защита от коррозии в морских условиях)
Оксиды. (увеличение износостойкости, защита от коррозии). Это отдельная группа. О ней читайте в п.6
Это не полный перечень металлов и их свойств. Подробнее читайте в каталоге статей по гальванике в разделах «Как выбрать покрытие?» и «Где какие покрытия применяются?»
Холодная технология
Для проведения анодирования алюминия необходимы:
- источник питания 12 В (АКБ, стабилизатор);
- алюминиевые провода;
- реостат;
- амперметр;
- емкости для растворов.
Вначале проводятся подготовительные работы, описанные выше. Затем детали необходимо закрепить. Не следует забывать, что под крепежным элементом пленка не образуется. А подвешенные заготовки при опускании в емкость не должны касаться стенок и дна.
К деталям от источника питания подключается анод, соответственно к емкости катод. Плотность тока подбирается в пределах 1,6-4 А/дм2. Рекомендуемые значения 2-2,2 А/дм2. При малых значениях процесс будет протекать медленнее, а при больших может возникнуть пробой цепи и покрытие начнет разрушаться.
Не рекомендуется, чтобы температура электролита поднималась выше 5°С. При анодировании электролит нагревается не равномерно. В центре он теплее, чем в углах емкости, поэтому необходимо постоянное перемешивание.
Продолжительность анодирования при холодном способе составляет около получаса для небольших элементов. Для крупных деталей продолжительность может составлять 60-90 минут. На окончание процесса указывает измененный цвет на поверхности алюминиевого изделия. После отсоединения проводов деталь промывается.
Анодирование в сернокислом электролите
Анодирование в серной кислоте позволяет получить полупрозрачные, бесцветные покрытия толщиной около 35 мк. Если процессу анодирования предшествует процесс глянцевания поверхности деталей, покрытия получают высокие декоративные качества (блестящее анодирование). В серной кислоте получают также пластичные анодные пленки, которые не разрушаются при формовке изделий.
Концентрация серной кислоты и температура электролита
Концентрация серной кислоты для анодирования в промышленных условиях принимается в диапазоне 8-35% (по массе). В концентрированном растворе анодная пленка получается мягкой и пористой, эластичность пленки высокая. Классической является концентрация 15% (по массе). Температуру в процессе анодирования задают в пределах от 18С до 25С. В большинстве случаев принимается температура в 20С. С применением серной кислоты получают также твердые анодные пленки, в этом случае процесс анодирования проводится при низких значениях температур (от -5 до +5 С).
Контроль температуры в процессе анодирования является обязательным, от температуры зависит плотность тока и скорость растворения пленки, что в свою очередь оказывает прямое влияние на качество и характеристики покрытия. Для того, чтобы избежать локального перегрева раствора электролита используют специальные перемешивающие устройства.
Напряжение и плотность тока
При анодировании в серной кислоте используется стандартный выпрямитель с выходным напряжением до 24 вольта. При стандартном режиме сила тока составляет 16 вольт при плотности тока 1,5 а/дм2. Для получения коррозионностойких пленок большой толщины напряжение силу тока поднимают до 18 вольт, а при обработке сплавов алюминия с кремнием до 22 вольт. В отдельных случаях, например, при анодировании рулонного материала или проволоки используется переменный ток. Использование пониженной плотности тока позволяет получать тонкие, прозрачные окисные пленки, превосходящие по прозрачности пленки аналогичной толщины, полученные при стандартных значениях плотности тока.
Длительность процесса
Продолжительность процесса анодирования зависит от требуемых значений толщины пленки, а также используемой плотности тока. Для чистого алюминия это соотношение можно предложить в виде:
Толщина пленки, мк. = (Плотность тока, а/дм2 Х Время, мин.)/3
Соотношение является приблизительным, т. к. на продолжительность процесса может зависеть от типа сплава и режима обработки.
Рабочий процесс
Технологический процесс анодирования отличается от процессов нанесения гальванических покрытий прежде всего тем, что рассеивающая способность электролитов анодирования значительно выше, чем у электролитов, использующихся при процессах хромирования, меднения, цинкования или никелирования металла. Эффективная рассеивающая способность при активном перемешивании позволяет получать равномерные по толщине пленки на всей поверхности изделий, включая внутренние поверхности отверстий и пазов.
В остальном технологический процесс анодирования аналогичен процессам электрохимического нанесения покрытий – изделия погружают в предварительно нагретый электролит на подвесах или зажимах, детали не соприкасаются друг с другом, расстояние до катода должно быть не менее 15 см. (для габаритных изделий значения выше). Затем включается перемешивание раствора и подается ток. В обычных условиях площадь катода должна быть равна площади анода, сечение катода должно быть достаточным для обеспечения требуемой плотности тока.
По окончании процесса прекращают подачу тока и незамедлительно извлекают изделия из гальванической ванны. Изделия промывают в проточной воде и сушат.



