Как просто правильно заточить сверла по металлу самостоятельно, описание несложных приспособлений для контроля затачивания плюс полезные советы
Содержание:
- Что представляет собой сверло?
- Геометрия и части сверла
- Когда требуется заточка?
- Подготовительный этап
- Как точить мелкие сверла
- Нюансы заточки сверла, которые нужно знать
- Сверла по дереву
- Заточка сверл. Правила и основные моменты.
- Способы заточки
- Восстановление победитового сверла
- Помогающие устройства
- Какую геометрию необходимо придать элементам спирального сверла для оптимального создания отверстий в металлах
Что представляет собой сверло?
Конструктивно сверло выполняется в виде стержня. Верхняя часть стержня представляет собой шестигранник, предназначенный для зажима в сверлильную головку. Нижняя часть, рабочая, имеет вид лопатки, у которой с боковых сторон заточены два режущих лезвия специальной формы. Благодаря этой форме лопатка врезается в древесину, снимая стружку по окружности. Для того что сверло было устойчиво при работе, по самому его центру ниже лопатки, делается центрирующее остриё.
По своему виду буры могут быть односторонние и двухсторонние. Угол скоса резца, для одностороннего составляет 70−90 градусов, а для двухстороннего 115−135 градусов.
Сверло имеет стандартную длину 150 мм. Применяя специальный удлинитель, глубину можно увеличить до тридцати сантиметров.
Итак, можно выделить следующие части инструмента:
- шестигранный хвостовик;
- лопатка;
- режущее лезвие;
- подрезатель;
- центрирующее остриё.
В точках продаж можно приобрести как набор перьевых свёрл по дереву, так и одиночные. Производятся они разных размеров диаметра. На лопатке указано число, обозначающее диаметр отверстия в миллиметрах, которое им может быть выполнено, например, 50. Максимально используемый диаметр шестьдесят миллиметров. Больше не выпускается, так как инструмент будет просто ломаться при такой нагрузке. Наиболее популярный набор состоит из диаметров: 10, 12, 16, 18, 20, 25 (мм).
Инструмент различают по цвету:
- Золотистый. Материал был обработан со снятием внутренним давлением.
- Тёмный. Проводилась обработка нагретым паром для увеличения прочности материала.
- Ярко-золотой. На поверхность нанесено напыление нитрида титана, увеличивается эксплуатационный период инструмента.
- Стальной. Без дополнительных обработок.
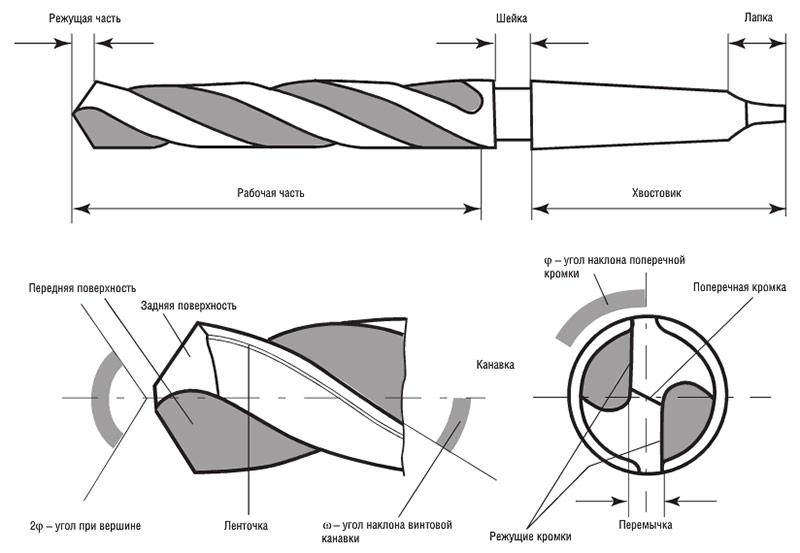
Геометрия и части сверла
Перед выяснением, как заточить сверло по металлу, необходимо разобраться с устройством и геометрией данного инструмента. Составные элементы конструкции показаны на рисунке ниже.
На картинке нужно найти следующие части, которые пригодятся в дальнейшем:
Режущие кромки, именно они снимают стружку с металла при работе.
Перемычка.
Задние поверхности (затылок).
Канавки для эвакуации стружки.
Спинки.
Ленточки.
Хвостовик.
При заострении обрабатываются задние поверхности и перемычка. Режущая кромка образуется плоскостью канавки и затылка. Именно задняя поверхность обрабатывается при заострении инструмента. Форма затылка, в частности более низкое положение относительно режущей кромки, необходима, чтобы кромка при сверлении находилась выше задней поверхности. Это требуется для снижения трения при работе и передаче всего давления на режущую кромку.
Кривизну и наклон режущей кромки необходимо определять специальным шаблоном, примеряя его к центру сверла. Главный параметр инструмента – угол при вершине, который образуется режущими кромками. Именно он определяет, какой металл можно сверлить бором.
Градусы для просверливаемых предметов такие:
сталь – 140;
нержавейка – 135-140;
для толстых листов – 130;
для чугуна делается 2 угла: основной – 118, дополнительный – 90;
алюминий, бронза и другие металлы средней твёрдости – 118;
медь и прочие мягкие металлы – 100.
Также следует контролировать работу с помощью угла, который образуется режущей кромкой и осью инструмента. Для его измерения нужно наложить шаблон на боковую поверхность сверла. Здесь обязана находиться половина от угла при вершине. Такой способ измерения даёт гарантию, что сверло станет симметричным.
Важно! Симметричность сверла гораздо важнее соответствия угла при вершине. Так как именно кромка срезает полоски с металла, то для заточки потребуется придать этой части достаточную остроту, удалив все сколы и неровности
Для этого обрабатывается затылочная часть сверла, которая вместе с канавкой и задаёт угол
Так как именно кромка срезает полоски с металла, то для заточки потребуется придать этой части достаточную остроту, удалив все сколы и неровности. Для этого обрабатывается затылочная часть сверла, которая вместе с канавкой и задаёт угол.
Сверла по металлу бывают разных видов, все они используются в определённых случаях:
Винтовой или спиральный тип.
Наиболее распространённый вид, часто с ним работают в быту. Подходит для создания отверстий в большинстве ситуаций, простой в эксплуатации и заточке.
Плоский тип или перо.
Назван так из-за того, что рабочее лезвие имеет вид лопатки. Применяется для формирования глубоких отверстий широкого диаметра.
Односторонний тип.
Используется в тех случаях, когда нужно сделать отверстие с очень точным диаметром. Расположение режущей кромки с одной стороны позволяет это сделать.
Охлаждающийся тип.
Инструмент, внутри которого имеются каналы для охлаждающей жидкости. Используются при длительном сверлении твёрдых металлов, когда есть риск перегрева.
Коронка.
Сверло имеет вид полой шайбы или кольца. Режущая часть часто зазубренная, из-за чего наконечник именуется коронкой. Используется, когда нужно сделать широкое отверстие.
Конусный тип.
Благодаря форме сверло легко центрируется при работе. К тому же один инструмент может делать разные по величине отверстия.
Осталось затронуть тему шаблонов. Простейший шаблон можно сделать самостоятельно из мягкого металла. Для этого достаточно в листе вырезать треугольные впадины с ровным градусом. Обычно это 116-118о (можно округлить до 120о) и 58-59о (или 60о). Первый нужен для проверки угла при вершине, второй – для контроля угла, который задаётся задней поверхностью и канавкой.
Схема простейшего шаблона представлена ниже:
Когда требуется заточка?
Если свёрла по дереву могут эксплуатироваться длительное время и при этом оставаться острыми, то инструмент по металлу приходит в негодность очень быстро. Конечно, опытный мастер определяет тупое сверло на глаз или по первому же его соприкосновению с поверхностью металла. Если же вы новичок, определить потребность инструмента в заточке можно по следующим признакам:
- в процессе сверления возникает скрип и свист;
- инструмент нагревается гораздо быстрее, чем обычно;
- качество отверстия получается низким – имеются зазубрены и заусенцы;
- стружка выходит только из одной спиральной канавки (этот признак может свидетельствовать еще и о неправильной заточке).

Имейте в виду, что, работая тупым наконечником, вы подвергаете себя опасности, так оно может сломаться. При этом разлетающиеся его части способны причинить серьезную травму. Кроме того, сверло может «закусить». В такой ситуации, если дрель мощная или вы работаете на станке, деталь вырывает из рук, что зачастую тоже заканчивается травмой. Поэтому затягивать с заточкой или заменой наконечника ни в коем случае нельзя.
Подготовительный этап
Чтобы сверло эффективно справлялось со своими функциями, важно создать правильный угол при его вершине. Угол при вершине сверла образован режущими кромками, его значение выбирается в зависимости от материала, с которым предстоит работать:
- для стали, чугуна, твердой бронзы — 116° — 118°;
- для латуни и мягкой бронзы — 120° — 130°;
- для красной меди — 125°;
- для алюминия — 140°.
Для удобства заточки рекомендуется изготовить из тонкого металла шаблон, который прикладывается к боковой части сверла и проверяет угол между его осью и режущей кромкой – величина этого угла равна ½ угла при вершине.
Для заточки сверл, конечно — же лучше всего использовать точильный станок, оснащенный подручником. Если нет станка, можно использовать переносные инструменты с абразивным кругом.
При работе болгаркой важно, чтобы устройство было надежно зафиксировано, что достаточно сложно выполнить. С зазором в миллиметр от рабочей поверхности абразивного круга должна располагаться надежно закрепленная рабочая площадка для опоры, направляющей и руки, держащие сверло
Иначе практически невозможно выполнить правильную заточку. При помощи болгарки допускается точить только тонкие сверла, иначе велика вероятность травмы.
Сверла самого малого диаметра допускается точить вручную при помощи плоского напильника.
Как точить мелкие сверла
Тонкие сверла диаметром до 3 мм очень быстро тупятся, а при работе с плотным материалом и вовсе могут сломаться. Точить их тоже сложно, ведь режущая кромка слишком тонкая и мелкая, и установить оптимальный угол может быть сложно. Также при заточке таких сверл существенно повышается риск деформировать инструмент (рисунок 4).
Рисунок 4
Мелкие сверла точат особенно осторожно, чтобы не повредить их. Если все же есть необходимость в заточке мелкого сверла, стоит воспользоваться оселком или алмазным надфилем
Также понадобится специальное приспособление для фиксации сверла. Его можно вырезать из дерева или ПВХ
Если все же есть необходимость в заточке мелкого сверла, стоит воспользоваться оселком или алмазным надфилем. Также понадобится специальное приспособление для фиксации сверла. Его можно вырезать из дерева или ПВХ.
Пошаговая инструкция по заточке такая:
- Сверло фиксируют, приставляют к нему оселок и проводят по режущей кромки с незначительным нажимом.
- Для качественной заточки понадобится около 10 движений. После этого сверло поворачивают на 180 градусов и повторяют процедуру.
- Качество заточки оценивают через лупу и, при необходимости, продолжают затачивать сверло, пока не будет достигнут нужный результат.
Нюансы заточки сверла, которые нужно знать
В процессе подточки будет уменьшаться размер переднего и заднего угла, и расти угол рабочей кромки. Благодаря этому увеличивается срок службы инструмента и уменьшается ширина поперечной кромки, которая не принимает участия в сверлении.
В промышленных условиях, после того как инструмент заточен, выполняется доводка. Такое мероприятие позволяет избавиться от мелких зазубрин, оставшихся после основного процесса. Благодаря этому сверло меньше подвержено износу. Поэтому по возможности доводкой лучше не пренебрегать.
Разобраться, как правильно заточить свёрла по металлу не так уж и сложно, особенно если просмотреть видео проведения работ. Выполняя все работы самостоятельно, человек должен набраться терпения, так как не всегда всё получается с первого раза. Если терпения и желания заниматься самостоятельно заточкой инструмента нет, то можно обратиться за помощью к специалистам или просто приобрести новое сверло.
Сверла по дереву
Для изготовления сверл применяются низкокачественные дешевые стали, режущие кромки рассчитываются на небольшие усилия. В зависимости от назначения различаются несколько видов инструментов.
Тип сверла
Технические характеристики и назначение
Спиральное
Может иметь диаметр 3–50 мм, при помощи буравчика на конце центруется отверстие и фиксируется сверло. Он имеет резьбу, что облегчает усилие подачи, часть нагрузки берет на себя буравчик. Боковые режущие кромки в виде спирали, за счет такой конструкции значительно улучшается процесс удаления деревянных опилок из глубоких отверстий.
Винтовые
Вне зависимости от особенностей заточки режущих плоскостей боковые грани имеют форму винта. Такие сверла внешне очень похожи со сверлами для металла. Разница только в качестве стали и наличии на конце острого наконечника.
Перьевые
Самые простые и дешевые, применяются для сверления отверстий в тонких пиломатериалах. Качество отверстий низкое. Стенки имеют очень большую шероховатость, а точность не отвечает современным жестким требованиям.
Сверло Форстнера
Сложная инженерная конструкция, используется для высверливания специальных точных крепежных отверстий. Главные преимущества – специальная конструкция минимизирует выделение тепловой энергии, сверло и материалы не перегреваются
Это очень важно на предприятиях с массовым промышленным производством. Для них производительность оборудования играет важную функцию.
Кольцевые
Могут называться коронками, высверливают отверстия большого диаметра. Рекомендуется применять на материалах небольшой толщины.
Зенкерные
Специальные сверла для сверления отверстий под метизы с потайными головками
Имеют возможность регулировки глубины отверстий.
Как видно из таблиц, есть большое разнообразие сверл по дереву, некоторые могут стоить больших денег. Но самостоятельно заточить их невозможно, не позволяют особенности конструктивных решений.
Заточка сверл. Правила и основные моменты.
При обработке рабочая часть сверла изнашивается, а режущая кромка затупляется. У спиральных сверл износ происходит преимущественно по задней поверхности уголка на пересечении заборного конуса с ленточками сверла (рис. 3.31, а), причем в ряде случаев он сопровождается срезанием уголков и части ленточек, что приводит к образованию на ленточках сверла цилиндрических участков (рис. 3.31, б), либо участков со встречным конусом (рис. 3.31, в), что приводит к защемлению сверл в отверстии и их поломке. Достаточно часто при сверлении отверстий в литых, кованных и термически обработанных деталях наблюдается изнашивание сверл с образованием проточек на ленточках (рис. 3.31, г). При сверлении сталей повышенной вязкости может происходить налипание на ленточки материала заготовки. Повышенное изнашивание сверл, оснащенных пластинами из твердого сплава, по ленточкам и уголкам (рис. 3.31, д) резко сокращает число возможных заточек и приводит к их выкрошиванию и поломкам. Сверла, изношенные по рабочей части, выбраковываются.
Для восстановления режущих свойств сверл и обеспечения качественной обработки отверстий их режущие кромки затачивают по мере затупления. Заточку режущих кромок сверл на рабочем месте выполняют на заточных станках. Централизованная заточка спиральных сверл осуществляется на специальных заточных участках или в заточных цехах на специальном оборудовании.
При заточке режущей части сверла придают различную форму, выбор которой производится в зависимости от характера выполняемых работ и обрабатываемого материала.
При обработке отверстий диаметром от 0,25 до 12 мм в стали, чугуне, стальном литье применяется одинарная (нормальная) заточка (рис. 3.32, а).
При сверлении отверстий диаметром от 12 до 80 мм в стальном литье по литейной корке используется одинарная заточка с подточкой перемычки – поперечной кромки (рис. 3.32, б).
При сверлении отверстий диаметром от 12 до 80 мм в стали и стальном литье со снятой литейной коркой используется одинарная заточка с подточкой перемычки и ленточки (рис. 3.32, в).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье по литейной корке применяется двойная заточка с подточкой перемычки (рис. 3.32, г).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье со снятой литейной коркой выполняется двойная заточка с подточкой перемычки и ленточки (рис. 3.32).
Основные правила заточки сверл
1. Необходимо отрегулировать положение подручника заточного станка таким образом, чтобы между ним и периферией заточного круга был зазор не менее 2 мм. Следует проверить наличие и исправность экрана заточного станка.
2. Необходимо соблюдать следующие требования к заточке сверл:
• заточку следует производить периферией заточного круга;
• в левой руке должна находиться режущая часть сверла режущими кромками вверх, в правой руке – хвостовик сверла;
• кисть левой руки должна опираться на подручник станка.
3. При заточке следует периодически проверять правильность заточки сверла по специальному шаблону (рис. 3.33):
• длина режущих кромок должна быть одинаковой;
• угол заточки при вершине сверла должен соответствовать шаблону;
• углы между кромками и боковой поверхностью сверла должны быть одинаковыми;
• углы заострения кромок должны быть равны и соответствовать шаблону.
4. Необходимо заправить режущие кромки сверла на бруске.
5. Необходимо произвести пробное сверление отверстия заточенным сверлом:
• стружки от обеих режущих кромок должны быть одинаковой толщины (проверять визуально);
• диаметр просверленного отверстия должен точно соответствовать диаметру сверла;
• отверстие не должно смещаться более чем на 0,2 мм (проверка осуществляется по контрольным рискам).
6. Необходимо соблюдать следующие требования правил безопасности:
• заточку сверл малого диаметра надо производить на мелкозернистом круге;
• запрещается выполнять заточку сверл на заточном станке без подручника и с неисправным защитным кожухом или без него;
• категорически запрещается осуществлять заточку сверл «на весу», т. е. без использования подручника;
• обязательно, особенно при заточке сверл большого диаметра, опускать защитный экран, при отсутствии экрана заточку сверл производить с использованием защитных очков во избежание попадания абразивной пыли в глаза.
купить качественные сверла ТМ ПрофОснастка оптом
купить сверла в розницу и через интернет — магазин
Способы заточки
Настало время ближе подобраться к главному вопросу — как правильно наточить сверло? Сделать это можно двумя доступными способами:
- с помощью напильника,
- электрическим станком.
Выполнять процедуру с помощью напильника более проблематично и долго, поэтому многие отдают предпочтение именно электрическому станку. Но кто-то является консерватором и пользуется исключительно ручным способом.
Минус станка заключается в том, что инструмент придется часто охлаждать (во время затачивания он будет излишне сильно нагреваться, что может привести к деформации). С напильником такой проблемы не возникнет, но, как сказано выше, процесс займет гораздо больше времени.
Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
Originally posted 2018-03-28 15:14:38.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.
Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать
Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Какую геометрию необходимо придать элементам спирального сверла для оптимального создания отверстий в металлах
Для выполнения качественной заточки необходимо хорошо представлять устройство и принцип работы сверлильного инструмента.
Как изготовлено сверло
Оно состоит из двух частей, соединяемых сваркой:
- рабочей, изготовленной из быстрорежущей стали (HSS) марок Р6М5, Р6МК5, Р18 и им подобных;
- хвостовика, зажимаемого в патрон (сталь 45 или 40Х).
Рабочая часть, в свою очередь, представлена:
- режущим наконечником (второе название — заходный);
- калибровочным участком, выполненным цилиндром из канавок отвода стружки с калибровочной ленточкой.
На режущем наконечнике имеются:
- 2 режущие кромки (РК), соединяемые кромкой перемычки (или просто перемычкой);
- 2 задние поверхности.
При восстановлении режущих кромок необходимо обращать внимание на конфигурацию перемычки, ибо на ней образуется центральная вершина
На самом деле перемычкой выступает слой металла, находящийся между двумя канавками отвода стружек. Он постепенно увеличивается по направлению от вершины к хвостовику.
Сформированная заточкой центральная вершина должна быть расположена строго на вертикальной оси вращения.
При этом создаются еще две боковые вершины за счет пересечения линии режущей кромки с задними поверхностями в местах их стыковки с калибровочными ленточками.
Боковые вершины после заточки должны быть расположены строго симметрично друг относительно друга, а соединяющая их линия направлена перпендикулярно оси вращения.
Какие углы создают оптимальное резание
Угол при вершине замеряется между режущими кромками. Его величина может изменяться от 116 до 130 градусов и зависит от твердости обрабатываемого металла. На легких сплавах применяют более остроугольную заточку.
Для бытовых целей не требуется добиваться соблюдения углов с точностью до 1 градуса. Здесь нормально работает его величина в 120О. Она образуется делением окружности на три части.
Угол между перемычкой и режущей кромкой создается за счет равномерного стачивания задних поверхностей до одной плоскости наклона. С обеих сторон он должен составлять 55 градусов.
Угол наклона спирали у разных изделий может несколько отличаться. Для наиболее твердых металлов его делают 25О, а для самых распространенных — 30.
Задний угол резания измеряется между перпендикуляром к оси вращения и образующей линией, расположенной на плоскости задней поверхности. Его оптимальная величина составляет от 7 до 10 градусов.
По направлению спирали сверла могут выполняться:
- правыми — для обработки металлов при прямом вращении;
- левыми — с обратным вращением.
Как длина инструмента влияет на качество сверления
Для разных условий эксплуатации выпускаются три типа изделий:
- короткие, выпускаемые по ГОСТ 4010-77;
- средние (ГОСТ 10902-77);
- длинные (ГОСТ 888-77).
Наилучшими эксплуатационными характеристиками (качество центровки и нагрузка при резании) обладают сверла короткой серии.



