Штангенциркуль: назначение, виды, характеристики + выбор
Содержание:
- Как измерить внутренний диаметр штангенциркулем с циферблатом
- Увеличиваем срок службы штангенциркуля
- Проведение разметочных операций
- Строение прибора
- Модификации штангенциркулей, как правильно измерять
- Как пользоваться штангенциркулем
- Разметка
- ТЕХНОЛОГИЯ
- § 17. Измерение размеров деталей с помощью штангенциркуля
- Устройство штангенциркуля
- Почему возникают ошибки при измерениях
- Подготовка к работе.
- Устройство и применение штангенциркулей
Как измерить внутренний диаметр штангенциркулем с циферблатом
Принцип измерения внутреннего диаметра заготовок, например гайки, шайбы, кольца и прочих подобных деталей, заключается в том, что используются другие губки на инструменте, которые расположены в верхней части. При их разведении упоры располагаются не внутри, как при измерении внешних размеров, а снаружи. Принцип измерения следующий:
- В одну руку нужно взять деталь, а во вторую штангенциркуль
- Поместить губки внутри отверстия измеряемой детали. Причем делать это необходимо так, чтобы они расположились в центре заготовки
- Развести их до упора к стенкам заготовки, и зафиксировать результат при помощи стопорного винта
- Далее производятся исчисления. Для нониусного устройства принцип выявления показаний аналогичен, как при измерениях толщины детали. Если используется стрелочный (циферблатный) штангенциркуль, тогда показания определяются следующим способом: целое значение выявляется по основной шкале, как и в случае с нониусным прибором, а десятые и даже сотые доли миллиметров показывает стрелка на циферблате. Здесь ничего подсчитывать не нужно, а получение не только десятых, но и сотых долей мм, делает инструмент более точным
Если размер отверстия маленький, и губки не удается поместить в нем, тогда необходимо использовать линейку или же маленький штангенциркуль.
Это интересно! Стрелочные штангенциркули не получили широкой популярности, так как они имеют достаточно чувствительный механизм, который часто выходит из строя при малейших механических воздействиях. Учитывая их высокую стоимость, то проще купить нониусный прибор.
Увеличиваем срок службы штангенциркуля
Чтобы рассматриваемый тип измерительного прибора служил долго и не ломался, необходимо обеспечить должный уход за ним со дня покупки. Изготавливаются приборы из нержавеющей стали или алюминия. Алюминиевые приборы стоят дешевле, и быстро изнашиваются. Если прибор низкого качества или хранится без соблюдения соответствующих рекомендаций, тогда можно обнаружить возникновение коррозионных образований в виде мелких коричневых пятен.
Увеличить срок службы штангенциркулей можно следующими способами:
- Правильность хранения в соответствующих условиях. Для этого прибор надо хранить в специальной упаковке, с соблюдением температуры не ниже +5 градусов, и низкой влажностью
- Не допускать хранения инструмента во влажных помещениях
- Периодически вносить смазку в виде машинного масла, что позволить исключить возникновение коррозии металла
- Не использовать прибор в качестве ударного инструмента. Малейшие механические воздействия снижают точность прибора, а также могут вовсе привести к полному выходу из строя измерителя

Научившись пользоваться прибором, остается последнее — это купить его, если он отсутствует в коллекции домашнего измерительного оборудования. О том, где можно купить хорошие штангели в Украине по ценам от производителя, разберемся подробно.
Проведение разметочных операций
У штангенциркуля присутствует множество функций, поэтому его можно использовать и для разметки. Этот процесс зависит от типа устройства прибора. Дело в том, что нижние губки (которыми и проводят разметку) могут быть не только прямоугольными с внутренними изгибами, но и круглыми. В любом случае внутренняя кромка вырезана специально таким образом, чтобы нижней губкой можно было делать отметки.
Для этого сделайте замер и немного придавите нижней губкой на материал, где вы будете делать отметку. Благодаря тому, что кромка немного подточена, она будет своеобразно царапать и отмечать. Также можно не прибегать к методу поцарапывания, а просто оставить штангенциркуль на месте и сделать отметку с помощью маркера, карандаша или других предметов.
Если вы делаете разметку по плану детали, то не забывайте про масштаб, ведь он не всегда 1 к 1.
Строение прибора
На рисунке 1 изображен штангенциркуль марки ШЦ-1 с нониусом, который имеет такие составные части:
- Штанга.
- Рамка инструмента.
- Шкала делений.
- Внутренние губки.
- Наружные губки.
- Глубинометр.
- Нониус.
- Винт.
Рисунок 1. Устройство штангенциркуля ШЦ-1: 1 – штанга, 2 – рамка инструмента, 3 – шкала делений, 4 – внутренние губки, 5 – наружные губки, 6 – глубинометр, 7 – нониус, 8 – винт.
Штанга – это измерительная линейка с градацией 1 мм, длина которой 150 мм. То есть максимальный размер измеряемой поверхности не должен превышать 15 см. Но есть и такие штангенциркули, длина штанги которых больше 15 см.
Рамка штангенциркуля подвижная и предназначена для перемещения губок. С помощью рамки их можно расширять или сужать до необходимого размера. Винтом (поз.8) рамку можно фиксировать. Это нужно для того, чтобы после измерения детали не утратить нужное положение рамки.
Малые раздвижные элементы измеряют внутренний размер какой-нибудь полости: внутренний диаметр втулки, внутренний размер между плоскостями сопрягаемых деталей.
С помощью больших раздвижных элементов измеряют наружные размеры изделий: наружный диаметр, длину, ширину, высоту небольших деталей. Для этого губки необходимо развести по обе стороны измеряемой поверхности и плотно сомкнуть.
Глубиномером измеряют глубину изделий. Он представляет собой тонкую выдвижную линейку. Данным приспособлением определяют глубину отверстий, различных выступов, которые трудно измерять стандартными методами.
Нониус – это вспомогательная шкала на штангенциркуле. Нониус имеет 10 делений с размером 1,9 мм. Таким образом, общая длина шкалы равна 19 см. Вспомогательную шкалу используют для того, чтобы узнать размер с точностью до 0,1 мм.
Когда пользуемся прибором, следует быть осторожными: инструмент имеет острые края.
Модификации штангенциркулей, как правильно измерять
По способу снятия показаний, существуют следующие разновидности инструмента:
Штангенциркуль с нониусом
Нониусом называется дополнительная шкала, перемещение которой вдоль основной, увеличивает точность измерения до 0,05 мм (поз. 7).
Все измерения происходят механическим способом. Оператор согласно инструкции и класса точности, вычисляет показания, совмещая основную шкалу и разметку нониуса. Пример для снятия показаний штангенциркулем с классом точности 0,1 мм.
Единицы миллиметров определяем до нулевой отметки шкалы нониуса. Затем находим совмещение ближайшей к началу шкалы миллиметровой отметки и риски на вспомогательной шкале.
Пример для снятия показаний прибора с классом точности 0,05 мм.
Единицы миллиметров считываются так же, как в предыдущем примере. После запятой в расстоянии будет двузначное число (сотые доли миллиметра с точностью 0,05).
Для более точного позиционирования, подвижную измерительную рамку часто оснащают подстроечным винтом. Это позволяет плавно подводить губки к измеряемой детали. Особенно актуально такое дополнение при измерении мягких предметов.
Штангенциркуль с круговой шкалой
Так же, как и нонинус – относится к механическим измерительным инструментам.
Такой инструмент облегчает считывание значений, что существенно экономит время. Нет необходимости совмещения рисок и вычисления истинного значения. Измерение штангенциркулем с круговой шкалой, доступно для работы с точными инструментами людям со слабым зрением.
Значение целых миллиметров, по прежнему считываются с основной линейной шкалы. А вот десятые (или сотые доли) – отображаются на стрелочном приборе.
Технически инструмент не очень сложный, что благоприятно сказывается на его стоимости. По штанге перемещается ролик, связанный со стрелкой. Механизм имеет возможность фиксации стрелки, для сохранения значения после проведения измерения.
Цифровая индикация
Измерение производится механическим путем, а вот считывание информации – представлено в цифровом виде.
Вместо подвижной измерительной рамки, по штанге перемещается корпус с электронным модулем. Все перемещения, с точностью, указанной в спецификации – отображаются на жидкокристаллическом дисплее.
Одна деталь принимается за эталон, затем производится обнуление штангенциркуля. Вторая деталь измеряется относительно эталона.
Считывание показаний в реальном времени, моментальное восприятие. Пожалуй, самый удобный вариант исполнения. Более продвинутые (и соответственно дорогие) модели, оснащены памятью последнего результата измерения.
Приборная погрешность не зависит от способа представления информации. Если пара «колесико-штанга» имеют точное сочленение, и качественно изготовлены – можно не беспокоится за точность. Высокая погрешность может быть у дешевых китайских подделок. Если изделие произведено на профильном заводе – смело пользуйтесь.
Как пользоваться штангенциркулем
Для работы что с механическим, что с цифровым устройством необходимо знать общие принципы его эксплуатации.
С помощью штангенциркуля можно выполнять такие измерения.
- Внешний размер детали – длину, ширину, толщину, диаметр.
- Внутренний размер отверстия или полости – диаметр, ширину, длину.
- Глубину отверстия или полости.
Также с помощью инструмента можно определить внешний (для наружной) или внутренний (для внутренней) диаметр резьбы. При этом для выяснения номинального диаметра, по которому и маркируется изделие, придется воспользоваться таблицами.
Мерить штангенциркулем любые размеры следует в такой последовательности:
максимально свести (для внешних замеров) или развести (для внутренних замеров) измерительные губки прибора. Для замера глубины выдвинуть глубиномер так, чтобы его конец упирался в дно отверстия, а край штанги – в край отверстия
Важно при этом сохранить соосность отверстия и прибора;
при необходимости зафиксировать ползунок зажимным винтом или просто аккуратно снять/извлечь прибор;
снять показания. Для цифрового прибора достаточно увидеть показания на дисплее, для механического – отметить положение бегунка на разметочной шкале и положение рисок разметки на нониусе.
Вначале отмечается целое число (миллиметры) по основной шкале.
Далее уточняется дробное число, то есть десятые и/или сотые доли миллиметра.
Для этого необходимо определить, какая по счету риска на разметке нониуса точно совпадает с любой из рисок основной шкалы.
Примеры использования штангенциркуля (для сравнения измерение штангенциркулем цифрового типа тех же размеров).

На втором фото хорошо видно совпадение девятой риски шкалы нониуса с делением шкалы штанги. Следовательно, размер составляет 14,9 мм (производитель указывает 15 мм).

При измерении гладкой части стержня болта механический штангенциркуль дает размер 5,4 мм.

Цифровой при таком же измерении дал диаметр 5,3 мм.


При замере длины болта разница также на десятую долю миллиметра – 57,7 мм для механического и 57,61 мм для электронного измерителей.

При замере глубины полости окончание штанги установлено так, чтобы края упирались в край детали, а глубиномер – в дно полости. При этом штангенциркуль установлен максимально ровно, по нормали к дну полости.
Полное совпадение на восьмой риске нониуса, следовательно, глубина составляет 34,8 мм.


При измерении резьбы показания обоих приборов совпали – 5,8 мм
Обратите внимание: чтобы губки измерителя не попали между витками резьбы, необходимо располагать прибор немного под углом, около 35…50 градусов к оси резьбового изделия
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
ТЕХНОЛОГИЯ
§ 17. Измерение размеров деталей с помощью штангенциркуля
При изготовлении деталей из тонколистового металла и проволоки можно воспользоваться простейшими контрольно-измерительными инструментами: линейкой, слесарным угольником и др. Для измерения и контроля деталей с большей точностью применяют штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок. Штангенциркули бывают разных типов и отличаются пределами и точностью измерения.
На рисунке 63 показан штангенциркуль ШЦ-1 с пределами измерения от 0 до 125 мм и точностью — 0,1 мм. Он состоит из штанги 1, имеющей шкалу 6 с миллиметровыми делениями. По штанге перемещается подвижная рамка 4, которая может быть закреплена в нужном положении зажимным винтом 3. К рамке прикреплён глубиномер 5.
Рис. 63. Штангенциркуль ШЦ-1: 1 — штанга; 2 — губки для внутренних измерений: 3 — зажимный винт для фиксации рамки; 4 — подвижная рамка; 5 — глубиномер; 6 — шкала штанги; 7 — нониус; 8 — губки для наружных измерений; 9 — измеряемые детали
Нижние губки 8 служат для измерения наружных размеров, верхние 2 — для измерения внутренних размеров. Глубиномером измеряют глубину пазов и отверстий.
Каким же образом удаётся измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7. Длина нониуса 19 мм. Нониус поделён на 10 равных частей, следовательно, цена каждого деления равна 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 64), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы.
Рис. 64. Шкала штанги и нониус
Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 — 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса. Десятые доли миллиметра — по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы (рис. 65).
Рис. 65. Примеры измерения штангенциркулем. Положение шкалы штанги и нониуса при измерении размерон: а — 0,4 мм; 6 — 6,9 мм; в — 34,3 мм
Помните! Штангенциркуль — это дорогостоящий измерительный инструмент, требующий бережного обращения.
Правила обращения со штангенциркулем
Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль
Нельзя очищать инструмент шлифовальной шкуркой или ножом.
Нельзя класть инструмент на нагревательные приборы.
Измерять можно только чистые детали без задиров, заусенцев, царапин.
Губки штангенциркуля имеют острые концы, поэтому при измерении нужно соблюдать осторожность.
Не допускать перекоса губок штангенциркуля. Фиксировать их положение зажимным винтом.
При чтении показаний на измерительных шкалах держать штангенциркуль прямо перед глазами.
На предприятиях штангенциркуль является одним из основных измерительных инструментов. Им пользуются рабочие различных специальностей и контролёры станочных и слесарных работ. В настоящее время всё чаще применяют штангенциркули с цифровыми индикаторами (на батарейках), позволяющие измерять детали с точностью до 0,01 мм.
Знакомимся с профессиями
Контролёр отдела технического контроля (ОТК) — специалист, который на предприятии отвечает за качество выпускаемых деталей. Он следит за тем. чтобы изготовленные детали в точности соответствовали чертежам. Это очень ответственная работа, так как если в изделие попадёт бракованная деталь, не соответствующая чертежу, то изделие быстро выйдет из строя. Контролёры ОТК должны знать правила настройки и регулирования контрольно-измерительных инструментов и приборов, методы проверки качества поверхностей, правила приёмки деталей и т. д.
Лабораторно-практическая работа № 17
Измерение размеров деталей штангенциркулем
-
Выполните в рабочей тетради эскиз выданного учителем ступенчатого валика (рис. 66).
- Измерьте каждый размер валика штангенциркулем и запишите результаты в миллиметрах в таблицу.
- Проставьте полученные размеры на эскизе, выполненном в рабочей тетради.
Рис. 66. Эскиз детали «ступенчатый валик» (к пп. 1-3)
Проверяем свои знания
-
Из каких основных частей состоит штангенциркуль?
-
Сколько измерительных шкал имеет штангенциркуль?
-
Какие измерения можно выполнять с помощью штангенциркуля?
-
Во сколько раз точность измерения штангенциркулем превышает точность измерения линейкой?
- Как по штангенциркулю производят отсчёт целых и десятых долей миллиметра?
Устройство штангенциркуля
Выше уже показаны основные элементы инструмента с названиями, однако давайте разберемся подробнее. В этом видео удачно показаны различные модели и примеры работы с ними, а также разобрано, из чего состоит штангенциркуль.
Механические модели
Они отличаются тем, что все замеры производятся ручным перемещением элементов и визуальным определением показаний по измерительной разметке.
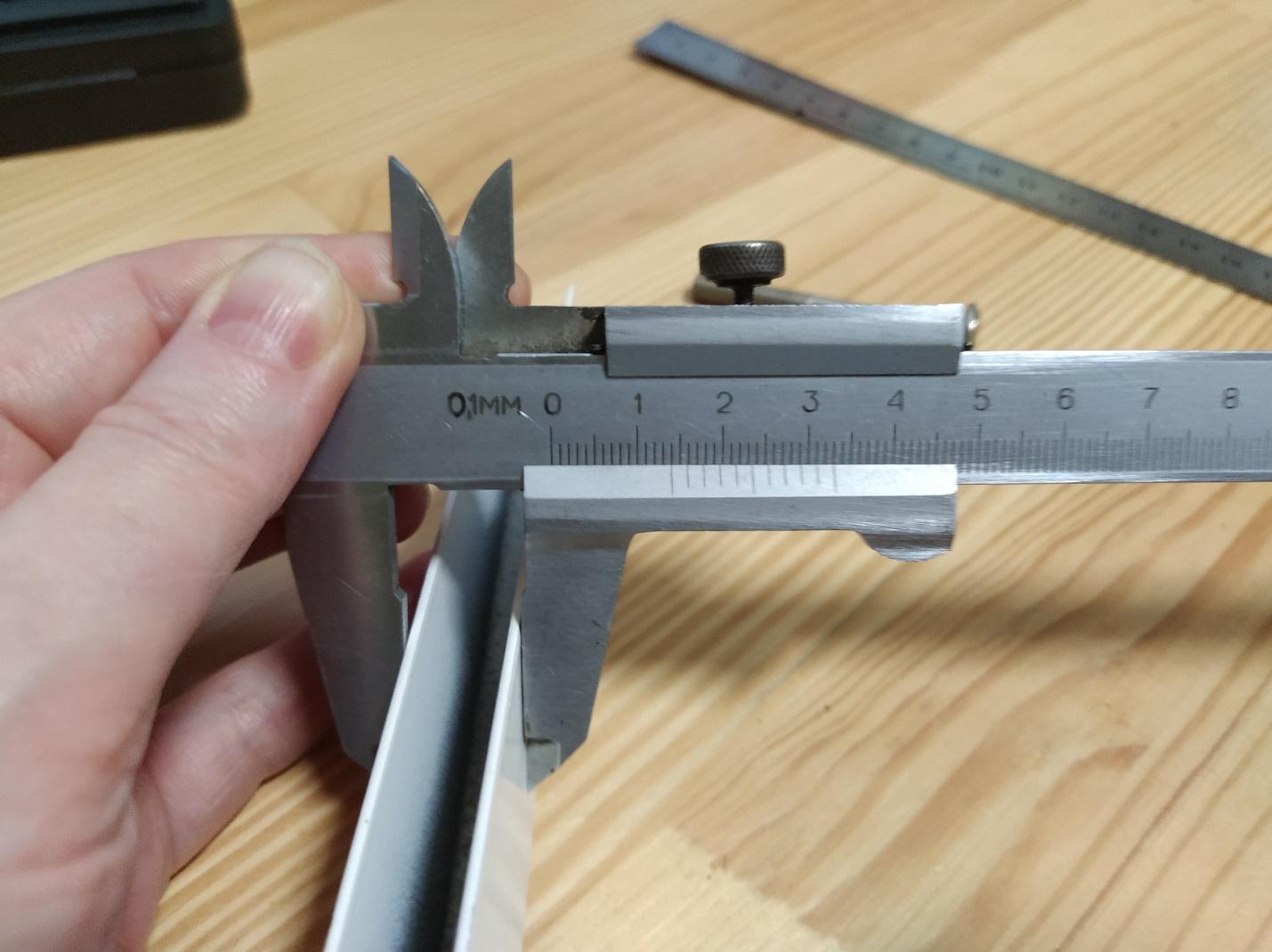
В зависимости от конструкции изделия шкала может иметь различную длину (см. таблицу выше) и, соответственно допустимый диапазон измерения. Эти цифры не совпадают. Так, если длина разметки штанги инструмента составляет 14,5 см (цифровые обозначения могут быть проставлены не полностью, что видно на фото), то замерить с его помощью можно деталь или отверстие с шириной/диаметром/глубиной до 13…13,3 см.
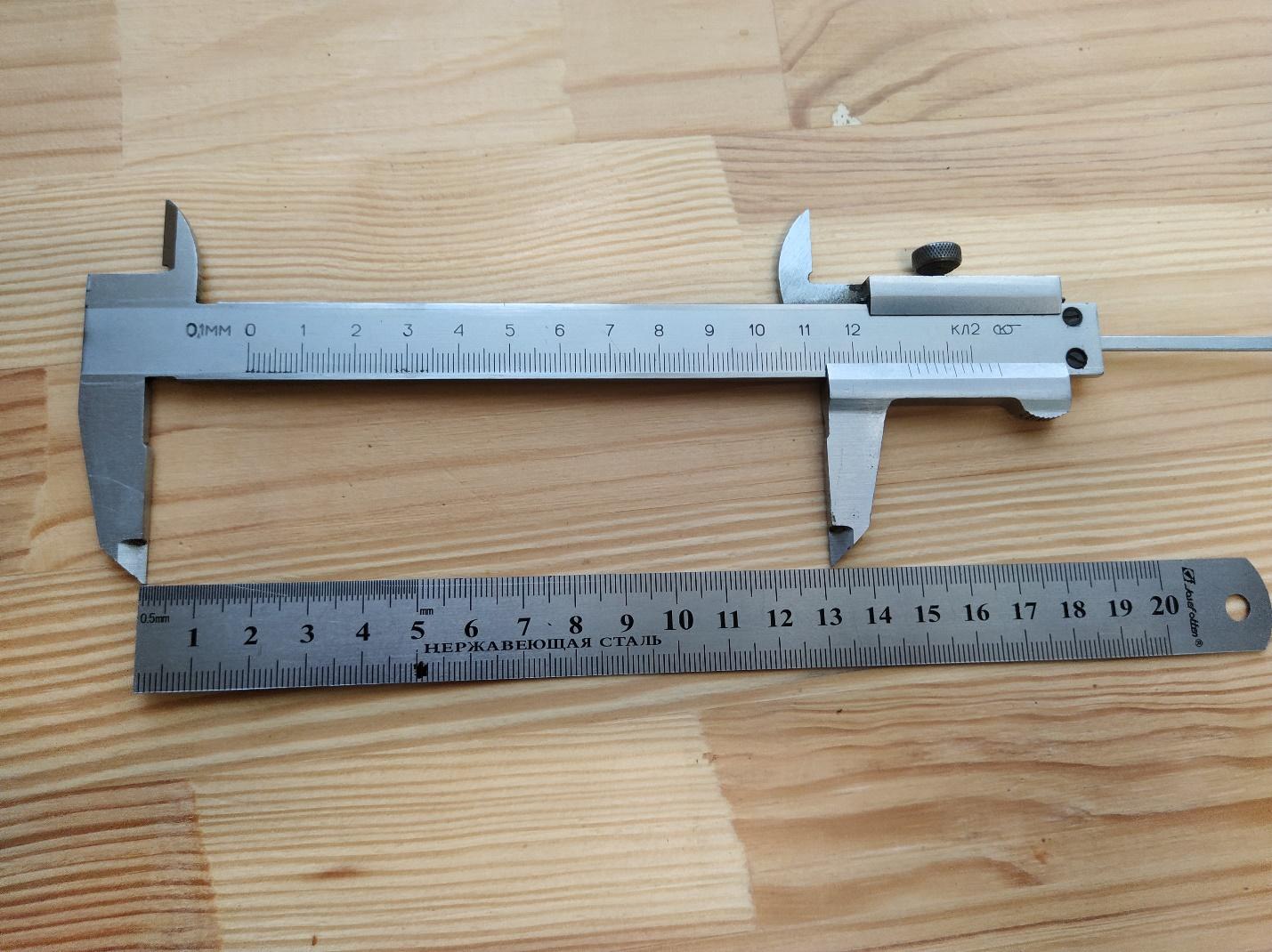
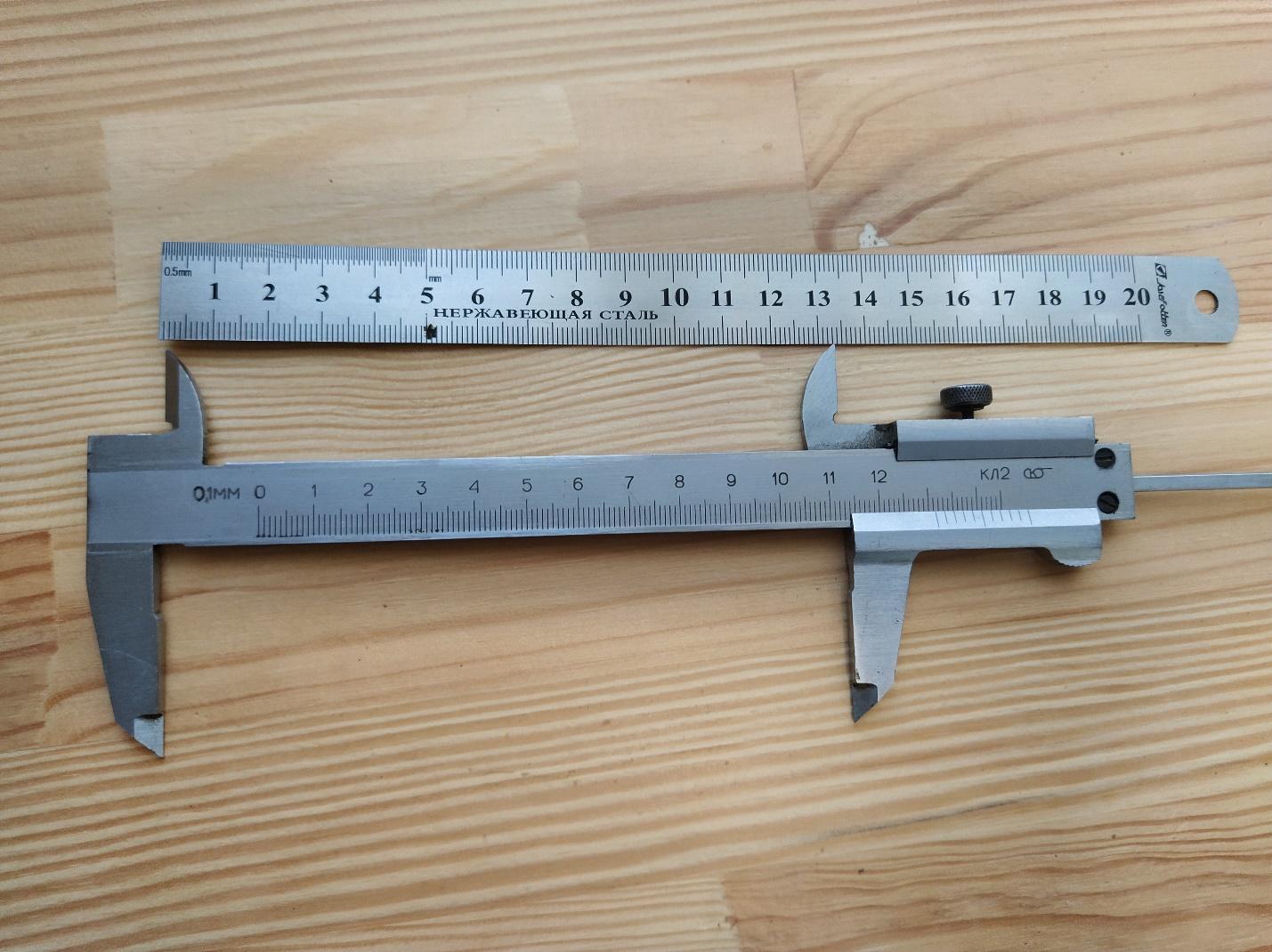

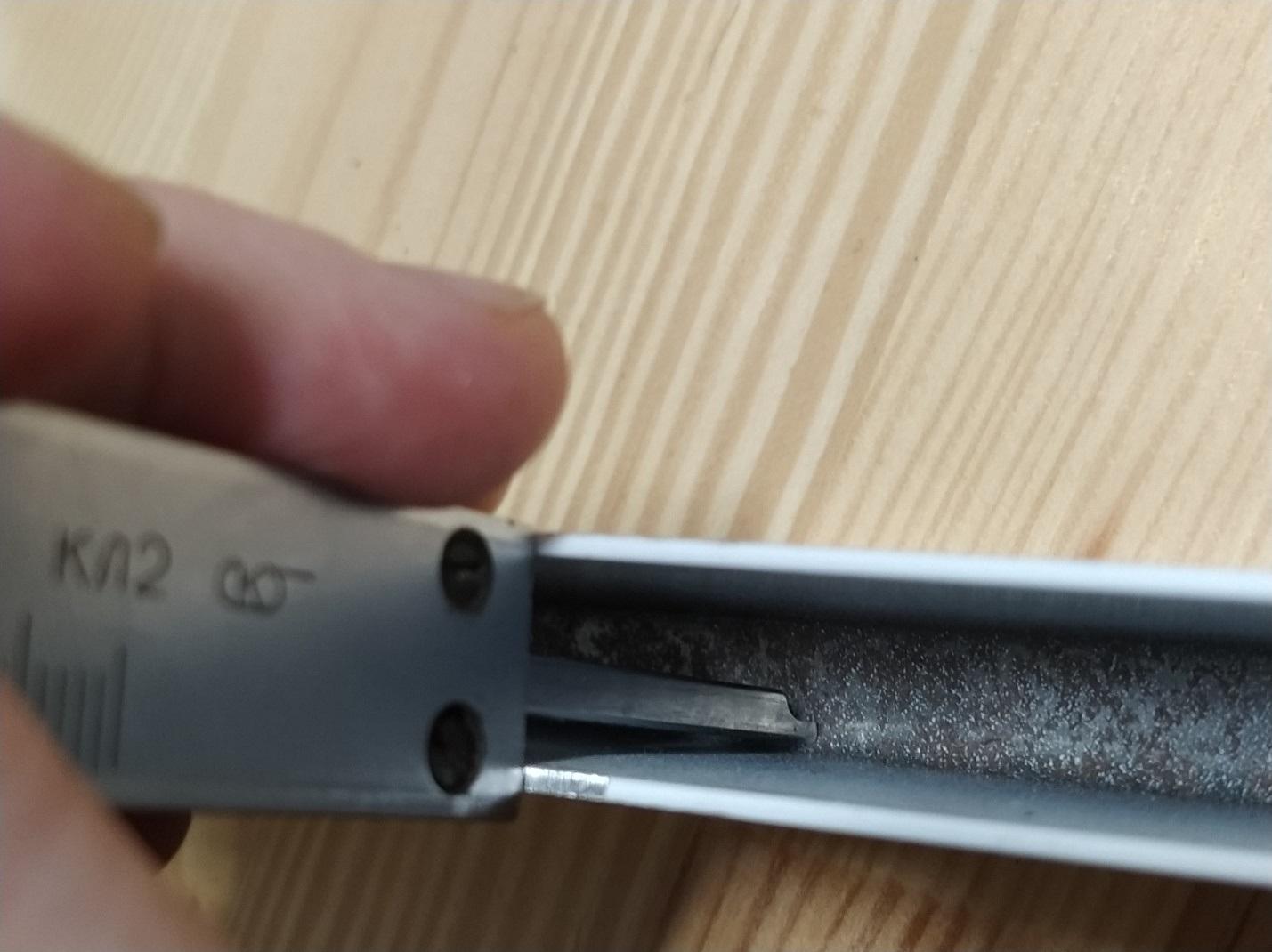
Точность измерений определяется разметкой нониуса – до десятых или сотых долей миллиметра. Эта же цифра указывается на самом приборе в виде вот такой маркировки.


Каждый производитель, особенно зарубежный, может давать свою маркировку, поэтому при покупке изделия лучше уточнять у продавца, где именно эта маркировка проставлена и что она означает.
При работе с изделиями, производимыми в странах, где принята дюймовая система измерений (английская), может быть более удобен штангенциркуль с дюймовой разметкой нониуса в дополнение к миллиметровой.

Обратите внимание: в этом случае дюймовая разметка есть не только на нониусе, но и на штанге, а точность замеров указана отдельно для обеих систем измерения
Электронные (цифровые) штангенциркули
В этих устройствах перемещение губок по штанге также выполняется вручную, но совмещение шкал и выдача замеров производится автоматически, с помощью отслеживания перемещения нониуса по магнитным меткам.

От частоты расположения меток и точности отслеживания зависит точность замеров.
Вот так может выглядеть «внутренность» цифрового штангенциркуля.
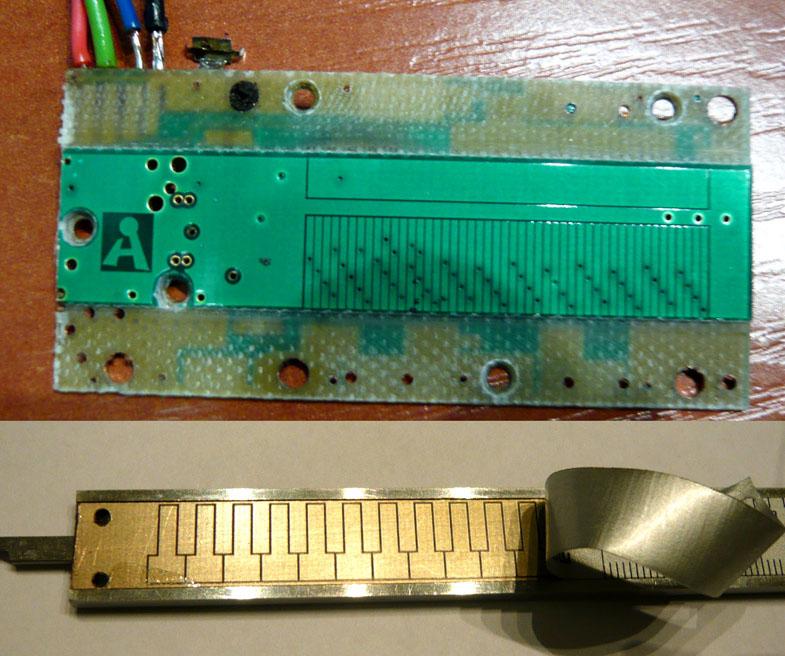
(Нижнее фото представлено в сильном увеличении)
Вот так выглядит вблизи основная часть электронного устройства.

Здесь тоже, как Вы видите, есть переключение с метрической системы измерений на дюймовую.
Стоит отметить, что при работе с такой моделью удобнее смотреть именно на показания на дисплее, отследить должным образом положение бегунка относительно разметки штанги труднее, чем в механическом устройстве.
Разметочные штангенциркули
Их стоит выделить в отдельную группу, поскольку с помощью этого инструмента можно не только замерить необходимый элемент изделия, но и перенести размер на другую деталь. Их особенностью является жесткая фиксация элементов инструментов относительно друг друга после выполнения замера – только в этом случае можно разметить деталь с необходимой точностью.

На этом фото представлена модель ШЦРТИ 200 – 0,1 с иглами. Напомним, что буква «Т» в маркировке означает изготовление губок или, в данном случае, игл, из твердого сплава.

Модель ШЦКТ-I- 150 – 0,02 с круговым нониусом, применяется в основном для замеров, но и для разметки также.

Модель ШЦР 150 – 0,1 с циркульной системой разведения губок.

Цифровой инструмент ШЦЦРТ 300 – 0,01 с циркульным разведением губок и точностью до сотых долей миллиметра.
Почему возникают ошибки при измерениях
Ошибки чаще всего возникают из-за неровного положения измеряемой детали относительно губок прибора. Очень часто неопытные мастера пытаются проводить измерения внутреннего диаметра внешними губами и наоборот. Эти проблемы решаются просто – навыками и опытом работы.
В механическом просто ослабьте винты и сведите прибор в исходное положение и снова закрепите
Некоторые ошибки могут возникнуть из-за физического износа прибора – искривления его рамки или потери винта. В этом случае произвести какие-либо точные измерения не представляется возможным.
Правила эксплуатации штангенциркуля
Прежде чем приступать к замерам, нужно проверить инструмент. Для этого губки ШЦ сводят вместе и смотрят на просвет, нет ли между ними зазора. Нужно проверить и совпадение шкал на нуле. Прибор должен быть чистым, особенно подвижные части. Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
С помощью ШЦ можно определить размеры внешнего и внутреннего диаметра, толщину поверхности и глубину выемки или уступа. Во время проведения работ нужно знать, в каком положении должны находиться губки штангенциркуля при измерении и как правильно снять показания.
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Определение глубины
Воспользовавшись выдвижной линейкой глубиномера штангенциркуля можно замерить глубину отверстия или высоту уступа. Для этого выдвигают глубиномер и опускают его в отверстие до соприкосновения с дном. Он должен располагаться параллельно поверхностям объекта. Затем торец штанги прибора двигают обратно на измерительную планку до упора в верхний край измеряемой детали.
Замер резьбовых соединений
Штангенциркулем можно осуществлять замеры резьбовых соединений. Диаметры резьбы могут быть измерены по выступам. Болт зажимается между губок вертикально, затем снимаются показания.
Для того чтобы замерить штангелем шаг резьбы, нужно произвести замер внешнего диаметра и высоту стержня и подсчитать количество витков резьбы. Шаг резьбы получится в результате деления длины стержня на число витков. Используя функцию микроподачи (если она есть), можно замерить шаг измерительными губками штангенциркуля. Для этого они размещаются на одинаковых склонах.
Подготовка к работе.
7.1. Ознакомиться перед началом работы с паспортом на штангенциркуль.
7.2. Протереть штангенциркуль, удалить смазку ветошью, смоченной в бензине (особенно тщательно с измерительных поверхностей), насухо протереть тканью.
7.3. При необходимости выполнить присоединения к используемой вычислительной технике.
7.4. Включить штангенциркуль при помощи кнопки «ОN-OFF».
7.5. Переключить режим измерения в требуемые единицы «Милли-метры-дюймы» кнопкой «mm-in»
7.6. Установка нуля осуществляется кнопкой «ZERO».
7.7. Перед началом работы убедиться в наличии/пригодности элемента питания и заменить в случае необходимости.
Устройство и применение штангенциркулей
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).
Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
- Передвижная рамка;
- Подвижные губки для определения внутреннего размера;
- Подвижные губки для определения наружного размера;
- Шкала нониуса;
- Штанга глубиномера;
- Винт для крепления рамки.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
Механические модели
Они отличаются тем, что все замеры производятся ручным перемещением элементов и визуальным определением показаний по измерительной разметке.
В зависимости от конструкции изделия шкала может иметь различную длину (см. таблицу выше) и, соответственно допустимый диапазон измерения. Эти цифры не совпадают. Так, если длина разметки штанги инструмента составляет 14,5 см (цифровые обозначения могут быть проставлены не полностью, что видно на фото), то замерить с его помощью можно деталь или отверстие с шириной/диаметром/глубиной до 13…13,3 см.
Точность измерений определяется разметкой нониуса – до десятых или сотых долей миллиметра. Эта же цифра указывается на самом приборе в виде вот такой маркировки.
Каждый производитель, особенно зарубежный, может давать свою маркировку, поэтому при покупке изделия лучше уточнять у продавца, где именно эта маркировка проставлена и что она означает.
При работе с изделиями, производимыми в странах, где принята дюймовая система измерений (английская), может быть более удобен штангенциркуль с дюймовой разметкой нониуса в дополнение к миллиметровой.
Обратите внимание: в этом случае дюймовая разметка есть не только на нониусе, но и на штанге, а точность замеров указана отдельно для обеих систем измерения
Электронные (цифровые) штангенциркули
В этих устройствах перемещение губок по штанге также выполняется вручную, но совмещение шкал и выдача замеров производится автоматически, с помощью отслеживания перемещения нониуса по магнитным меткам.
От частоты расположения меток и точности отслеживания зависит точность замеров.
Вот так может выглядеть «внутренность» цифрового штангенциркуля.
Вот так выглядит вблизи основная часть электронного устройства.
Здесь тоже, как Вы видите, есть переключение с метрической системы измерений на дюймовую.
Стоит отметить, что при работе с такой моделью удобнее смотреть именно на показания на дисплее, отследить должным образом положение бегунка относительно разметки штанги труднее, чем в механическом устройстве.
Разметочные штангенциркули
Их стоит выделить в отдельную группу, поскольку с помощью этого инструмента можно не только замерить необходимый элемент изделия, но и перенести размер на другую деталь. Их особенностью является жесткая фиксация элементов инструментов относительно друг друга после выполнения замера – только в этом случае можно разметить деталь с необходимой точностью.
На этом фото представлена модель ШЦРТИ 200 — 0,1 с иглами. Напомним, что буква «Т» в маркировке означает изготовление губок или, в данном случае, игл, из твердого сплава.
Модель ШЦКТ-I- 150 — 0,02 с круговым нониусом, применяется в основном для замеров, но и для разметки также.
Модель ШЦР 150 — 0,1 с циркульной системой разведения губок.
Цифровой инструмент ШЦЦРТ 300 — 0,01 с циркульным разведением губок и точностью до сотых долей миллиметра.



