Что такое аппарат точечной сварки?
Содержание:
- Микросварка: нюансы создания и использования
- Как работают?
- Технология точечной сварки
- Дефекты сварки и контроль качества
- Технология контактной сварки
- Принцип действия
- Дефекты и причины их возникновения при точечной сварке
- Непровар полный или частичный
- Образование трещин при точечной сварке
- Разрывы у кромок нахлестки
- Глубокие вмятины от электрода
- Внутренний выплеск (выход расплавленного металла в зазор между деталями)
- Наружный выплеск (выход металла на поверхность детали)
- Внутренние трещины и раковины
- Исправление дефектов точной сварки
- Сварочный аппарат из аккумуляторных батарей
- Основные отличия сварочного инвертора от полуавтомата
- Преимущества и недостатки
- Виды контактной сварки
- Техника безопасности при точечной сварке
- Технология контактной сварки
- Нюансы сварки для литиевых аккумуляторов
- Типы
- Особенности контактной точечной сварки
Микросварка: нюансы создания и использования
Решив изготовить точечную сварку в кустарных условиях, нужно не забыть ряд нюансов её применения:
- Прежде, чем запускать устройство в первый раз, нужно провести проверку надёжности изоляции и соединения всех частей конструкции.
- Требуется организовать вспомогательную вентиляционную систему.
- Запрещается пользоваться аппаратом длительное время без перерывов.
- Наконечники электродов необходимо регулярно затачивать.
- Перед началом работ стоит произвести пробный пуск на низкой мощности.
Это оборудование неизменно пригодится в гаражном ангаре, а ещё тем, кто занимается изготовлением ювелирных украшений либо ремонтом электроники.
Как работают?
Аппарат понижает напряжение и накапливает на конденсаторах ток, увеличивая его значение. Сжимание деталей позволяет создавать прочное соединение при нагреве металла ниже температуры жидкого состояния.
Фазы процесса
- Сжатие деталей до состояния пластической деформации. При этом сглаживаются микронеровности, и увеличивается площадь контакта.
- Включается импульс тока. Происходит нагрев металла в точке соединения до образования жидкого ядра.
- В жидком металле под давлением происходит соединение на молекулярном уровне.
- Происходит осадка контактной зоны по периметру соединения. Образуется уплотняющий пояс.
- Охлаждение и кристаллизация металла.
После отключения тока усилие прижима увеличивается для создания однородного шва и предотвращения выплескивания расплавленного металла.
Возможные дефекты и причины их образования
Инструкция, определяющая требования к качеству сварных контактных швов, делит все дефекты на группы:
- искажение формы литой зоны;
- несплошность металла в зоне соединения;
- изменение свойств материала.
При смещении электрода или его перекашивании изменяется форма литой зоны
Причиной непровара может стать малое значение тока и очень сильное прижатие. При подаче на тонкие детали повышенного тока, происходит прожог и отделение тонкого листа по периметру контакта. Высокий ток и чрезмерное давление вызывает образование трещин вокруг шва, так же, как и неочищенная поверхность деталей.
Расплавленный металл может выплеснуться в пространство между деталями, при повышенном токе или увеличенном времени импульса, особенно если электроды стоят не в одной оси.
Аппараты бытового типа работают от тока сети 220 В. Они незаменимы при ремонте автомобилей и бытовой техники, соединении тонких листов, включая алюминий и медь. Правильный режим в домашних условиях можно подобрать экспериментально.
Технология точечной сварки
Технология данного вида контактной сварки заключается в следующем: детали, которые необходимо соединить между собой, устанавливаются в необходимое положение и закрепляются, чтобы не съезжали при сваривании. Далее, с двух сторон, к этим деталям подводится ток через электроды,тем самым, в местах контакта материала и электродов, создается высокая температура — металл начинает плавиться. При этом образуется сварочное ядро (схоже со сварочной ванной при иных ). Его диаметр обычно колеблется от нескольких миллиметров до 1,5-2 сантиметров.
Заготовки из стали низкого качества могут поддаваться соединению без расплавления ядра, но при этом соединение будет считаться низкого качества. Специалисты рекомендуют новичкам учиться и набивать руку именно на таких заготовках.
Рассмотрим пошаговую инструкцию и все этапы процесса соединения деталей:
- Подготовительный этап, который включает три основных аспекта:
- подготовка деталей к сплавлению. При этом кромки зачищаются для сцепления с целью удаления остатков лакокрасочных изделий или масляных пятен. После этого их необходимо зафиксировать (для этого используют ручные тиски или струбцины) для спаивания между электродами;
- подготовка рабочего места в соответствии со всеми нормами, правилами и требованиями безопасности;
- подготовка сварщика. Перед началом работы непременно нудно надеть специальный костюм и маску для защиты глаз от искр, которые могут причинить ожоги.
- Непосредственный сварочный процесс, при котором под воздействием высокой температуры, создаваемой электродами, металл плавится. Для этого мастер фиксирует деталь между электродами и подает ток, за счет которого образуется энергия, плавящая металл. Когда появилось ядро, ток снимают, и детали крепко сжимаются между собой, сварочной ядро кристаллизуется (застывает) и образует точечную сварку.
Благодаря простоте процесса, для того, чтобы совершать точеную сварку своими руками, не нужно быть высококвалифицированным сварщиком. Главное понимать саму сущность сварки. Нагрев осуществляется за счет импульса, образующегося сварочным током. Он расплавляет металл (точечно) и образует так называемое сварочное ядро. Затем импульс пропадает, а изделие еще несколько секунд находится под давлением. За это время оно успевает застыть и скрепиться.
Важно: сжимание происходит в момент подачи импульса, для того, чтобы избежать разбрызгивания
Дефекты сварки и контроль качества
Дефекты, возникающие в процессе контактной сварки, бывают двух типов:
- Бракованные сварные узлы. Причин тому может быть несколько: чрезмерный нагрев стыковочной области, избыточное механическое давление, сбои в работе самого аппарата. Размеры сварной точки контролируют с помощью специальных шаблонов и измерительных приборов;
- Брак сварного шва. Такое случается, если область стыковки деталей слишком узкая, или наоборот – широкая, если она содержит неровности, заусенцы, зазоры. Подобные дефекты можно определить путем визуального осмотра – невооруженным глазом, через лупу, с помощью проверки щупом или пробником. В случае необходимости шов просвечивают рентгеном.
Профилактика брака – грамотная работа не только во время сварки, но и перед ней, что включает выравнивание и зачистку контактной кромки.
Технология контактной сварки
Существует три основных типа технологии. Они классифицируются на:
- Точечную.
- Сварку, обеспечивающую соединение посредством шва.
- Сварку, организующую стыковое соединение деталей.
Также иногда выделяют конденсаторную. Стоит отметить, что каждый из перечисленных видов подразделяется еще на несколько подвидов. Деление происходит в зависимости от выбранной технологии, а также от вида применяемого оборудования.
Соединение деталей во время выполнения точечной сварки осуществляется посредством использования электродов. Благодаря действию электрического тока выполняется местный нагрев места соединения, а также обеспечивается сжатие двух поверхностей. Таким образом, детали сближаются и свариваются на точечном участке.
Контактно-стыковое соединение элементов происходит, как правило, несколькими способами. Популярным считается вариант зажима деталей и электродов. Называется такой способ сопротивлением, и с его помощью осуществляется крепление деталей достаточно малого сечения.
Если говорить об электродах, то они изготавливаются обычно из меди, чтобы удалось обеспечить хороший электрический контакт. Также подобного эффекта помогает достичь большое поперечное сечение.
Принцип действия
- Установка сложенных внахлест заготовок на нижний электрод.
- Сжатие их верхним электродом.
- Подача импульса сварочного тока.
- Кратковременное удерживание сжатия до остывания сварной точки.
- Отвод верхнего электрода в исходное положение.
В установках контактной сварки используется постоянный ток обратной полярности (плюс на верхний электрод) или переменный ток частоты 50 Гц (в некоторых случаях применяют высокочастотные источники)
Прижим деталей является важной частью технологического процесса. После прохождения импульса тока в месте соприкосновения поверхностей деталей возникает линза из расплавленного металла, которая в контактной технологии называется ядром
Сжатие с необходимым усилием не позволяет металлу выплескиваться за область ядра, а также вызывает пластическую деформацию зоны ядра и взаимное проникновение металлов заготовок.
- источник питания с переменным или постоянным током;
- нижняя (опорная) рукоятка с электродом массы;
- верхняя (прижимная) рукоятка с основным электродом;
- корпус установки с механизмом прижима и контактами.
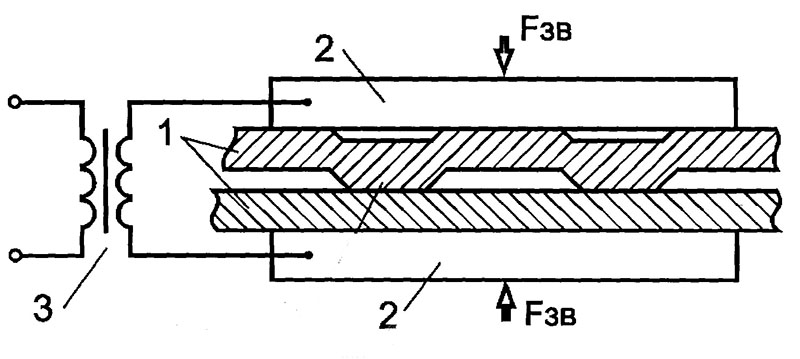
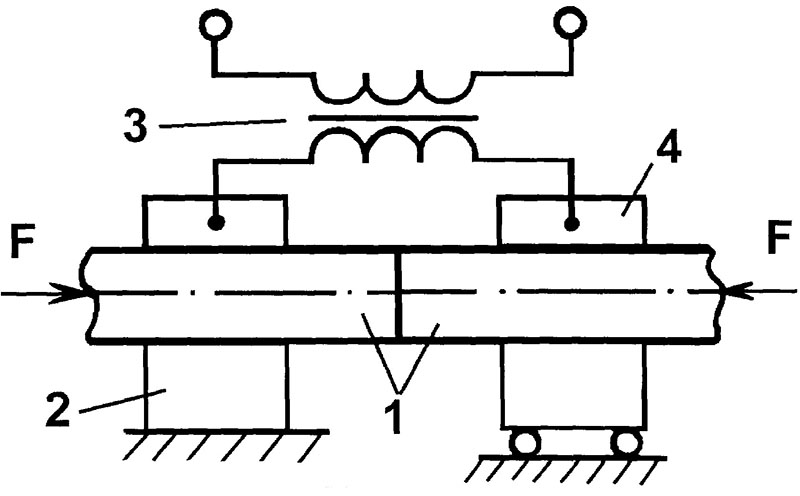
Технология стыковой сварки отличается от остальных контактных способов, т. к. в этом случае посредством расплавления металла соединяются торцевые части двух массивных деталей. Последовательность технологических операций при стыковой контактной сварке выглядит следующим образом (см. рис. ниже):
- Фиксация одной из заготовок в неподвижном зажимном приспособлении.
- Установка второй заготовки в подвижную оснастку.
- Сжатие торцов заготовок с постоянным усилием.
- Подача на заготовки импульса сварочного тока.
- Разогрев металла до состояния плавления с продолжающимся после отключения тока приложением усилия.
- Сближение торцов и образование сварного шва.
- Остывание шва и снятие усилия.
Напряжение холостого хода в устройствах контактной сварки намного ниже, чем у другого сварочного оборудования. Обычно оно составляет 3÷6 В (максимум до 20 В), при этом напряжение сварки равно 1÷1.5 В. Сила тока во всех контактных способах в зависимости от толщины заготовок и площади контакта лежит в интервале от единиц до сотен тысяч ампер. Глубина проплавления каждой детали в зависимости от вида материала должна составлять от 20 до 80% процентов ее толщины. Не допускается сквозное проплавление (прожиг) металла, а также проплавление его на глубину меньше нормативного.
Дефекты и причины их возникновения при точечной сварке
Непровар полный или частичный
Непровар полный или частичный, недостаточные размеры литого ядра. Возможные причины: мал сварочный ток, слишком велико усилие сжатия, изношена рабочая поверхность электродов. Недостаточность сварочного тока может вызываться не только его малым значением во вторичном контуре машины, но и касанием электрода вертикальных стенок профиля или слишком близким расстоянием между сварными точками, приводящим к большому шунтирующему току.
Дефект обнаруживается внешним осмотром, приподниманием кромки деталей пробойником, ультразвуковыми и радиационными приборами для контроля качества сварки.
Образование трещин при точечной сварке
Наружные трещины. Причины: слишком большой сварочный ток, недостаточная сила сжатия, отсутствие усилия проковки, загрязненная поверхность деталей и электродов, приводящая к увеличению контактного сопротивления деталей и нарушению температурного режима сварки.
Дефект можно обнаружить невооруженным глазом или с помощью лупы. Эффективна капиллярная диагностика.
Разрывы у кромок нахлестки
Причина этого дефекта обычно одна — сварная точка расположена слишком близко от края детали (недостаточна нахлестка).
Обнаруживается внешним осмотром — через лупу или невооруженным глазом.
Глубокие вмятины от электрода
Возможные причины: слишком малый размер (диаметр или радиус) рабочей части электрода, чрезмерно большое ковочное усилие, неправильно установленные электроды, слишком большие размеры литой зоны. Последнее может являться следствием превышения сварочного тока или длительности импульса.
Определяется внешним осмотром.
Внутренний выплеск (выход расплавленного металла в зазор между деталями)
Причины: превышены допустимые значения тока или длительности сварочного импульса — образовалась слишком большая зона расплавленного металла. Мало усилие сжатия — не создался надежный уплотняющий пояс вокруг ядра или образовалась воздушная раковина в ядре, вызвавшая вытекание расплавленного металла в зазор. Неправильно (несоосно или с перекосом) установлены электроды.
Определяется методами ультразвукового или рентгенографического контроля или внешним осмотром (из-за выплеска может образоваться зазор между деталями).
Наружный выплеск (выход металла на поверхность детали)
Возможные причины: включение токового импульса при несжатых электродах, слишком большое значение сварочного тока или продолжительности импульса, недостаточное усилие сжатия, перекос электродов относительно деталей, загрязнение поверхности металла. Две последние причины приводят к неравномерной плотности тока и расплавлению поверхности детали.
Определяется внешним осмотром.
Внутренние трещины и раковины
Внутренние трещины и раковины
Причины: слишком велики ток или продолжительность импульса. Загрязнена поверхность электродов или деталей. Мала сила сжатия. Отсутствует, опаздывает или недостаточно ковочное усилие.
Усадочные раковины могут возникать во время охлаждения и кристаллизации металла. Чтобы воспрепятствовать их возникновению, необходимо повышать силу сжатия и применять проковывающее сжатие в момент охлаждения ядра. Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Смещение литого ядра или его неправильная форма
Возможные причины: неправильно установлены электроды, не очищена поверхность деталей.
Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Прожог
Причины: наличие зазора в собранных деталях, загрязнение поверхности деталей или электродов, отсутствие или малое усилие сжатия электродов во время токового импульса. Во избежание прожогов ток должен подаваться только после приложения полного усилия сжатия. Определяется внешним осмотром.
Исправление дефектов точной сварки
Способ исправления дефектов зависит от их характера. Самым простым является повторная точечная сварка металлов. Дефектное место рекомендуется вырезать или высверлить.
При невозможности сварки (из-за нежелательности или недопустимости нагрева детали), вместо дефектной сварной точки можно поставить заклепку, высверлив место сварки. Применяются и другие способы исправления — зачистка поверхности в случае наружных выплесков, термическая обработка для снятия напряжений, правка и проковка при деформации всего изделия.
Не каждая конструкция аппаратов точечной сварки позволяет их использовать в бытовых целях. Точечная сварка металлов имеет ограничение по толщине металлов, а также мощности потребляемого электричества из бытовой сети. В следующей статье я расскажу об оборудовании для аргонодуговой сварки.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ:
Сварочный аппарат из аккумуляторных батарей
Во время сварки с применением электрических приборов на бытовые сети возложена огромная нагрузка. В итоге долгой точечной сварки провода могут расплавиться или же поломается бытовое оборудование. Соответственно, устройство может питаться от автономного источника. Например, переносного генератора, который работает за счет бензина или дизтоплива. Такой генератор можно приобрести или сделать самому.
Будет нужно несколько АКБ от автомобилей б/у. В данном случае расчет силы тока составит 1/10 от емкости аккумулятора. При использовании аккумуляторов разной мощности расчет можно сделать посредством самой маленькой емкости.
Потребуется создать цепь из последовательно соединенных аккумуляторов. «Плюсы» и «минусы» скрепляют кусачками, проводами или же проводками для прикуривателя либо же любыми клещами. Провод выводят от свободного «минуса» к электроду и зажимают клещами. От свободного «плюса» в сторону рабочей пластины в цепь ставят реостат.
Когда оборудование готово, можно сделать дополнительно оборудование для зарядки.
https://youtube.com/watch?v=tf5-uJ_pn-o
Основные отличия сварочного инвертора от полуавтомата
Зачастую перед мастером встаёт вопрос выбора между сварочным инвертором или полуавтоматом, отличие между которыми заключается в качестве шва и типах свариваемых металлов. Если обычный инвертор позволяет вести сварку в режиме AC/DC, штучными электродами разной толщины, то сварочные аппараты полуавтоматического типа осуществляют соединение деталей сварочной проволокой. Она подаётся в зону плавления с регулируемой скоростью и имеет разную толщину, а чтобы обеспечить наилучший результат, процесс проходит в среде инертного или активного газа (MIG/MAG).
Полуавтоматы позволяют сваривать всевозможные металлы различной толщины, при этом размер электрода не меняется и рабочая зона всегда на одном расстоянии от человека. В составе сварочного полуавтомата есть инвертор, но также присутствует регулируемый узел подачи проволоки и специальный шланг с горелкой и баллоном. Этим оборудованием можно сваривать сплавы алюминия, углеродистую и нержавеющую сталь, чугун и титан, а специальной проволокой — латунь и оцинкованный металл. При сборке полуавтомата из инвертора, своими руками, вам понадобятся следующие заводские или самодельные узлы:
- сварочный аппарат с режимами AC/DC, выдающий на выходе регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и соответствующего газа к месту сварочных работ;
- шланг, армированный пружиной для обеспечения бесперебойной подачи проволоки и газа;
- газовый баллон с редуктором и манометром;
- обратный сварочный кабель с зажимом;
- блок управления;
- надёжный, регулируемый узел подачи сварочной проволоки различной толщины.
Эти элементы можно приобрести в заводском исполнении, а часть из них — изготовить своими руками. Инвертор, горелку и газовый баллон необходимо купить от заводского производителя, так как технические требования к этим узлам требуют сертификата качества.
Конечно, свой полуавтомат обойдется значительно дешевле, но важно, чтобы самодельные элементы отвечали требованиям техники безопасности при производстве электросварочных работ
Преимущества и недостатки
- стабильность параметров и качество соединения;
- небольшое энергопотребление;
- медленный износ электродов;
- отсутствие расхода присадочных и вспомогательных материалов;
- низкие требования к квалификации персонала;
- нет выделений вредных и опасных для здоровья веществ;
- чистота сваренной поверхности (шов находится внутри металла).
Контактная технология лучше любых других подходит для автоматизации и использования в оборудовании для серийного производства. Большинство роботов на конвейерах кузовных цехов автопрома — это программируемые автоматические устройства контактной сварки. А сварка трубных стыков всех магистральных газо- и нефтепроводов высокого давления производится контактным стыковым способом с использованием специальных автоматизированных комплексов.
При сжатии между плоскостями деталей не должно быть даже минимального зазора, иначе возможен боковой выплеск расплавленного металла из внутренней зоны сварки. Помимо этого такие сварочные аппараты в силу особенностей своей конструкции не приспособлены к работе в ограниченном пространстве. Мобильная рабочая часть контактного оборудования имеет значительный вес, а при отсутствии механизированного привода сжатие требует от сварщика приложения значительных физических усилий.
Виды контактной сварки
На промышленных предприятиях используют разные виды контактной сварки: точечную, рельефную, стыковую и шовную. Использование той или иной разновидности во многом зависит от профиля выполняемых работ.
 Существует несколько разновидностей контактной сваркиФОТО: goodsvarka.ru
Существует несколько разновидностей контактной сваркиФОТО: goodsvarka.ru
Метод контактной точечной сварки
Данный метод подразумевает соединение металла в одной или нескольких точках одновременно. Качество сварного шва зависит от нескольких параметров:
- силы тока и давления, оказываемого на соединяемые детали;
- размера и формы электродов;
- степени чистоты свариваемых поверхностей;
- длительности воздействия на одну точку.
Современное сварочное оборудование имеет производительность до 600 точек в минуту. Данный метод используется как для соединения тонких (до 0,02 мкрн) деталей электрооборудования, так и для сварки металла толщиной до 20 мм.
 Точечная сваркаФОТО: usamodelkina.ru
Точечная сваркаФОТО: usamodelkina.ru
Рельефная сварка
Этот метод по принципу работы схож с точечной сваркой, а главное отличие состоит в том, что деталь в месте соединения и электрод имеют одинаковую естественную или штампованную рельефную форму. Подобная технология используется практически везде и позволяет крепить опорные элементы или кронштейны к плоской поверхности заготовки. Однако перед свариванием детали должны быть хорошо очищены от различных видов загрязнения.
 Рельефное соединениеФОТО: weldering.com
Рельефное соединениеФОТО: weldering.com
Шовная технология сваривания
Шовная сварка — многоточечное соединение, при котором несколько сварных зон располагаются близко друг к другу или перекрываются, образуя монолитный шов. Сварочные аппараты оснащаются одним или несколькими роликами-электродами. Если сварные точки перекрываются между собой, то получается достаточно герметичный шов, поэтому данная технология используется при производстве различных ёмкостей. Толщина свариваемого металла колеблется в диапазоне 0,2-3 мм.
 Шовная сваркаФОТО: svarkaprosto.ru
Шовная сваркаФОТО: svarkaprosto.ru
Стыковая контактная сварка
Как и в случае с рельефной сваркой, стыковой метод требует предварительной обработки торцов соединяемых деталей. Элементы металлической конструкции прижимают друг к другу кромками, после чего оплавляется вся плоскость контакта. Данная технология имеет несколько разновидностей: сопротивлением, оплавлением и плавлением с подогревом. Использование того или иного вида стыковой сварки зависит от типа металла, его толщины и необходимого качества фиксации. Самый простой вариант — соединение сопротивлением, используется для легкоплавких металлических деталей. Два других вида подходят для сварки конструкций большого сечения.
 Схематическое изображение стыковой сварки металловФОТО: weldering.com
Схематическое изображение стыковой сварки металловФОТО: weldering.com
Статья по теме:
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Максимальный сварочный ток
От максимального сварочного тока зависят возможности оборудования для точечной сварки. Значение 3000 А позволит соединять детали с общим сечением до 3 мм. Аппараты с показателем 6000 А могут сваривать сталь до 4-5 мм. Промышленные станки 10000-16000 А разрешают соединять заготовки до 9 мм (в сумме).
Максимальная толщина свариваемых листов
Важный параметр, показывающий, какое максимальное сечение способен проварить аппарат. Если игнорировать это значение и применять оборудование на более толстых деталях, то качество соединения снижается. Параметр может указываться общий, например «5 мм», или разделяться на две части — «2.5+2.5 мм», что будет означать одно и то же. Есть промышленные версии, которые способны сваривать сразу три листа стали между собой. Тогда это обозначается как «3+3+3 мм».
Технология контактной сварки
Технология контактной сварки подразумевает нагрев металлических поверхностей до температуры плавления металла за счет тепла, образующегося в процессе прохождении мощного электрического тока от одной детали к другой сквозь точку их контакта.
В то же время, соединяемые детали сжимаются друг с другом, что приводит к взаимному проникновению и сплавлению нагретых участков металла. В итоге, создается ядро сварной точки в форме чечевицы, имеющие диаметр 4-12 мм.
Особенности точечной контактной сварки инвертором заключаются в:
- незначительной продолжительности сваривания: 0,1-2 секунды;
- мощном сварном токе: более 1000А;
- низком напряжении в сварочной цепи: 1-10В, обычно 2-3В;
- значительном усилии сжимающего места соединения: 20-200 кг;
- небольшой зоне расплавления.
На заметку! Изделия из низкоуглеродистой стали могут свариваться без расплавления ядра, но такие соединения не будут надежными, поэтому данный вид сварочных работ применяется крайне редко.
Согласно общей классификации, технологию контактной сварки относят к классу термомеханических процессов.
Разновидности контактной сварки.
Все операции в процессе работы можно разделить на несколько последовательных этапов:
- детали из металла совмещают в нужном положении, размещают между парой электродов и крепко сжимают друг к другу;
- детали нагревают с помощью электрического тока, приводящего их в состояние актуальной пластичности, деформируют, добиваясь плотного соединения металлических кромок.
В условиях промышленного предприятия частота сваривания достигает сварных 600 точек в минуту, самодельная сварка точечным методом в домашних условиях осуществляется медленнее.
При осуществлении точечной сварки своими силами в домашней мастерской важно придерживаться постоянства следующих параметров:
- скорости перемещения сварочных электродов;
- уровня величины давления на детали до достижения полной контактности свариваемых деталей.
Не менее важно соблюдать технику безопасности при выполнении сварочных работ точечным методом:
- все электрические и соединительные провода должны быть надежно изолированы;
- сварщик обязательно должен носить специальные защитные рукавицы, предохраняющие руки от возможных ожогов;
- лицо мастера должно быть защищено от попадания искр или брызг металла при помощи маски;
- сварные работы должны проводиться на площади без легковоспламеняющихся либо огнеопасных предметов, материалов, расположенных поблизости;
- если в помещении присутствуют деревянные полы, их стоит защитить от риска возгорания при помощи изоляционного материала в рулонах;
- стоит подготовить средства для тушения возгораний перед началом сварки своими силами, дабы при возгорании максимально быстро устранить проблему;
- комнату, где проводится работа, потребуется хорошенько проветривать время от времени во избежание отравления мастера вредными газами, выделяемыми в процессе проведения операции.
Нюансы сварки для литиевых аккумуляторов
Нередко мастера сталкиваются с необходимостью прикрепления к литиево-ионным аккумуляторным батареям тонкой стальной пластины. А для аккумуляторов 18650 страшны повышенные температуры.
Базовые части точечной сварки для аккумуляторов своими руками:
- модифицированный трансформатор от микроволновой печи;
- плата управления первичной обмоткой;
- вспомогательный блок питания;
- входящая схема с предохранителем;
- микровыключатель;
- провода вторичной обмотки с электродами, выполненными из жал электрического паяльника.
Теперь разберём, как сделать точечную сварку своими руками для литиевых аккумуляторов:
- Запасясь необходимыми комплектующими, выведите ручки, регулирующие время импульса и мощность самого сварочного аппарата, на корпус.
- Установите выключатель от старой микроволновой печи.
- Возьмите стальную пластину и литиевую батарею. Выставите время электроимпульса на 8-11 мкс.
- Установите пластину на аккумулятор, сверху разместите контакты. Устройство готово!
Типы
Переносное оборудование отличается малыми габаритами, не больше 18000 см3. Маленькому оборудованию соответствуют маленькие мощности.
- Максимальная толщина металлического листового свариваемого материала – не более 5 мм. Подобные аппараты пригодны для сваривания кузовных элементов или крупных металлических конструкций. Такое оборудование должно весить не больше 16 килограммов.
- Стационарное оборудование применяется в рамках производствах. В сравнении с переносными сварочными аппаратами обладают большими габаритами (до 300000 см3) и массой до 1 центнера. Большие мощности позволяют сваривать листовой металл сечением не более 10 мм.
Особенности контактной точечной сварки
Такая разновидность сварки считается термомеханической. Ею пользуются, если требуется спаять между собой тонкие металлические листы или однородные мелкие элементы.
На фото точечной сварки наглядно показаны её ключевые фазы:
- совмещение элементов в нужном положении;
- закрепление их между электродными контактами агрегата;
- нагрев, приводящий к образованию прочного сварного шва.
Данный способ соединения реализованных в металле частей друг с другом очень популярен. Его достоинства заключаются в следующем:
- легкость процесса;
- дешевизна расходных материалов;
- высокая производительность.